Fundição sob pressão é como fazer "cubos de gelo de metal" ou "moldagem por injeção de alta qualidade". É um processo em que o metal fundido é “forçado” sob alta pressão em um molde de precisão e depois resfriado para formar peças sólidas.
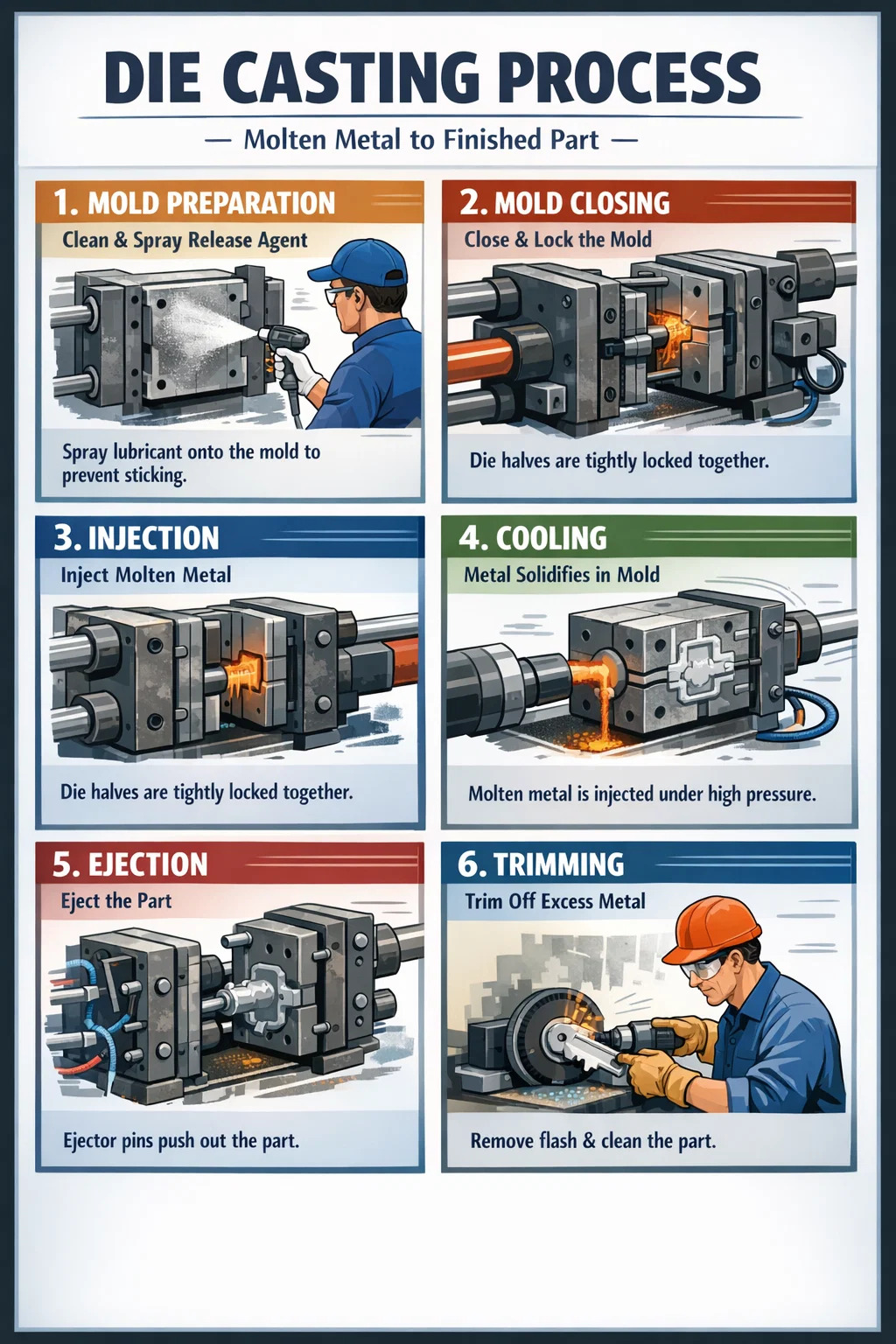
1. Preparando o Molde (Limpeza e Pulverização)
Antes de começar, o técnico limpa o molde de metal e depois pulveriza um agente desmoldante na superfície do molde.
Por que isso é feito: É como untar uma frigideira antes de fritar um ovo, evitando que o metal derretido grude no molde e dificulte sua remoção. Também ajuda a resfriar o molde e protegê-lo de danos causados pelo calor.
2. Fechando e travando o dado
Dois moldes de aço pesados estão bem fechados.
Ponto chave: Neste ponto, a máquina aplica uma força imensa para travar o molde. Como a pressão é muito alta, se o molde não estiver bem travado, o metal fundido irá espirrar pelas aberturas e a peça ficará estragada.
3. Injetando o Metal Fundido (Injeção)
Esta etapa é o núcleo da fundição sob pressão. O metal fundido é despejado na entrada da máquina.
Injeção de alta pressão: Um pistão (êmbolo) na máquina atua como uma seringa, injetando com força o metal fundido no molde em um tempo muito curto. Esta ação deve ser rápida, caso contrário o metal esfriará no meio do caminho, resultando em uma peça incompleta.
4. Resfriamento e Modelagem (Resfriamento)
Depois que o metal entra no molde, o calor se dissipa rapidamente porque o próprio molde possui um sistema de resfriamento.
Solidificação: O metal líquido solidifica em poucos segundos a dezenas de segundos (dependendo do tamanho da peça), voltando a ser um sólido duro.
5. Abertura do Molde e Remoção da Peça (Ejeção)
Após o endurecimento completo do metal, a máquina abre automaticamente o molde.
Ejetando a peça: Os pinos ejetores no molde empurram a peça acabada. A peça ainda está quente neste ponto e geralmente é recolhida por um braço robótico ou correia transportadora.
6. Corte e Acabamento (Recorte)
A peça recém-produzida não é perfeita; suas bordas geralmente apresentam alguns restos de metal em excesso (chamados de "flash" ou "gate"). Rebarbação: Os trabalhadores utilizam prensas ou retificadoras para cortar o excesso de material, deixando apenas o produto limpo e acabado. As sobras descartadas não são desperdiçadas; eles podem ser derretidos em uma fornalha e reutilizados.