O alumínio 6061 pode ser fundido? A resposta direta
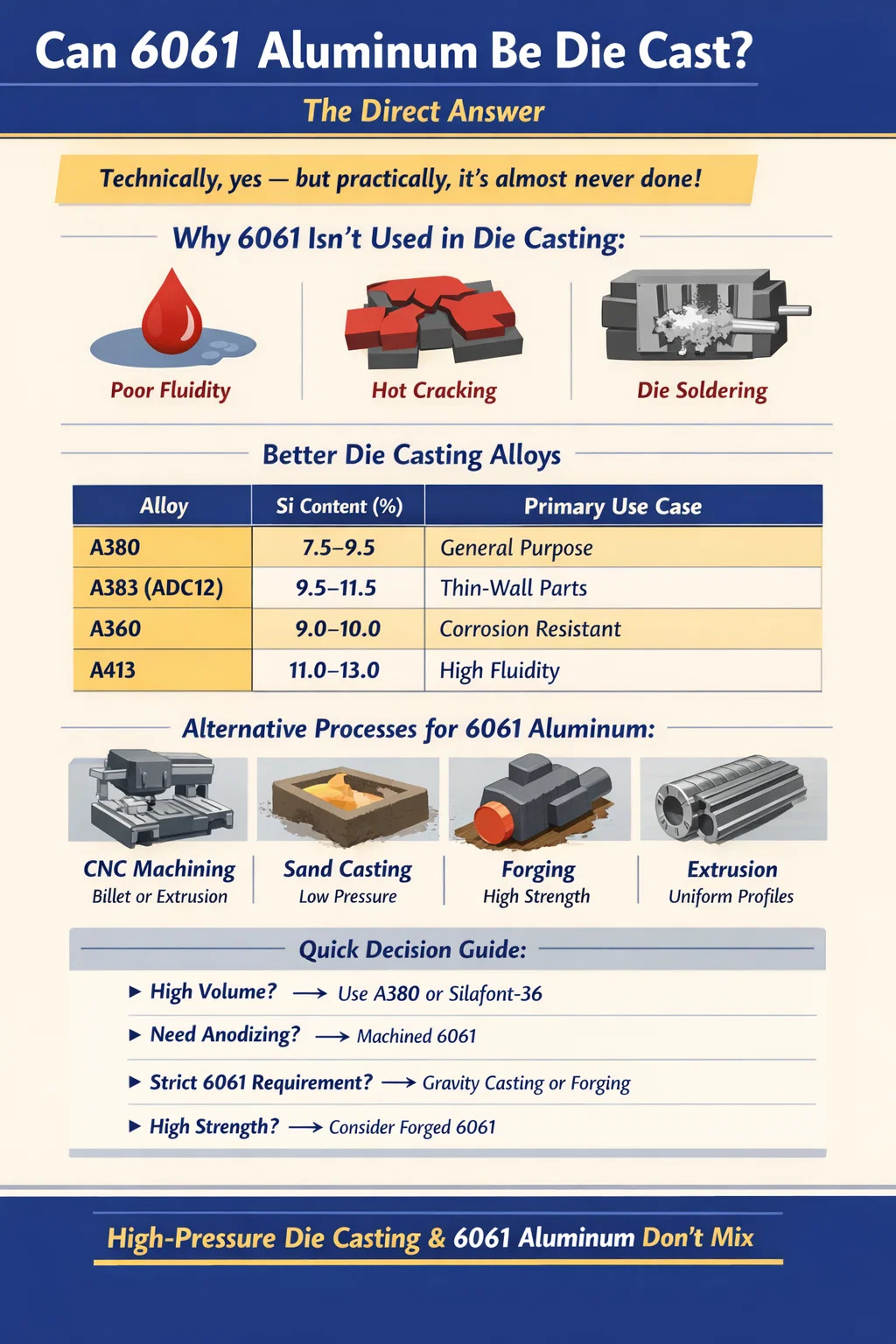
Tecnicamente, sim – mas na fabricação prática, O alumínio 6061 quase nunca é usado na fundição sob pressão , e a maioria das instalações de fundição sob pressão desaconselhará isso. A razão se resume à química da liga. 6061 é uma liga de alumínio forjado, o que significa que foi projetada especificamente para processos como extrusão, laminação e forjamento – não para injeção em matrizes de aço sob alta pressão. Seu conteúdo de magnésio e silício, embora excelente para desempenho estrutural após tratamento térmico, cria sérios problemas no ambiente de fundição sob pressão: baixa fluidez, tendências de trincas a quente e problemas de solda em matrizes que aumentam as taxas de refugo e os custos de ferramentas.
As ligas de alumínio que dominam o fundição sob pressão indústria são projetados especificamente para o processo. A380, A383, A360 e ADC12 representam a esmagadora maioria das peças fundidas de alumínio em todo o mundo, precisamente porque seu conteúdo de silício - normalmente entre 8% e 12% - lhes confere a fluidez do fundido, o comportamento térmico e as características de solidificação que a fundição sob pressão exige. 6061 contém apenas 0,4% –0,8% de silício , muito abaixo do limite necessário para fundição sob pressão confiável e de alto volume.
Este artigo explica por que o 6061 se comporta dessa maneira na fundição sob pressão, quais alternativas existem e em quais cenários a escolha de uma liga diferente – ou de um processo totalmente diferente – produzirá melhores resultados com menor custo.
Compreendendo o alumínio 6061: composição da liga e suas implicações
O alumínio 6061 é uma liga da série 6xxx, o que significa que seus principais elementos de liga são magnésio (Mg) e silício (Si). A faixa de composição padrão é a seguinte:
| Elemento | Faixa de composição (%) | Papel na Liga |
|---|---|---|
| Silício (Si) | 0,40 – 0,80 | Fortalecimento via precipitados de Mg₂Si |
| Magnésio (Mg) | 0,80 – 1,20 | Elemento de fortalecimento primário |
| Cobre (Cu) | 0,15 – 0,40 | Resistência adicional, reduz ligeiramente a resistência à corrosão |
| Cromo (Cr) | 0,04 – 0,35 | Controle de estrutura de grãos |
| Ferro (Fe) | Máx. 0,70 | Incidental; controlado como impureza |
| Alumínio (Al) | Saldo (~96–99) | Metal básico |
A combinação de Mg e Si forma precipitados de siliceto de magnésio (Mg₂Si) durante o tratamento térmico (têmpera T4 ou T6), que é o que dá ao 6061-T6 sua conhecida resistência à tração de aproximadamente 310 MPa (45.000 psi) . Esta resposta de endurecimento por precipitação é uma das maiores vantagens da liga – mas é uma vantagem pós-processamento, não uma vantagem de fundição.
Em contraste, o baixo teor de silício significa que a liga fundida tem uma alta viscosidade e uma estreita faixa de solidificação. Quando derramado ou injetado em uma matriz, ele não flui facilmente em paredes finas ou geometrias complexas. O resultado são preenchimentos incompletos, fechamentos a frio e porosidade – defeitos que são particularmente problemáticos para peças fundidas sob pressão estruturais ou estanques à pressão.
Por que o 6061 tem um desempenho insatisfatório no processo de fundição sob pressão
A fundição sob pressão é um processo de alta pressão e alta velocidade. O alumínio fundido é injetado em uma matriz de aço a pressões que normalmente variam de 10.000 a 30.000 psi (69 a 207 MPa) , em tempos de preenchimento medidos em milissegundos. A liga deve fluir instantaneamente através dos canais e comportas, preencher completamente as seções finas e solidificar de forma previsível. 6061 cria vários pontos de falha neste ambiente.
Fraca fluidez de fusão
A fluidez nas ligas fundidas de alumínio é amplamente governada pelo teor de silício. O silício reduz o ponto de fusão, amplia a janela de temperatura líquido-sólido e reduz a tensão superficial no fundido. Ligas de fundição sob pressão como A380 contêm aproximadamente 8,5% de silício. 6061 contém menos de 1%. Em testes de fluidez (por exemplo, testes de fluidez em espiral), o A380 preenche consistentemente duas a três vezes o comprimento que um fundido 6061 preencherá nas mesmas condições. Seções de paredes finas abaixo de 2 mm tornam-se essencialmente impossíveis de serem preenchidas de forma confiável com 6061.
Rachadura a quente durante a solidificação
6061 tem uma ampla faixa de solidificação – a diferença entre liquidus (~652°C) e solidus (~582°C) é de aproximadamente 70°C. Durante esta fase semissólida, a liga é vulnerável ao rasgo a quente: o esqueleto parcialmente solidificado contrai-se, mas o metal líquido não consegue fluir suficientemente rápido através dos canais restantes para compensar. O resultado são rachaduras internas. Ligas de fundição sob pressão com alto teor de silício têm faixas de solidificação mais estreitas , o que significa que o metal passa do líquido para o sólido de forma mais rápida e uniforme, reduzindo drasticamente o risco de trincas a quente.
Danos por soldagem e ferramentas
A soldagem da matriz ocorre quando o alumínio se liga à superfície da matriz de aço. O conteúdo de ferro na matriz reage com o alumínio no fundido para formar compostos intermetálicos de ferro-alumínio (Fe-Al IMCs) na superfície da matriz. O silício atua como um tampão – reage preferencialmente com o ferro para formar fases Fe-Si que são menos aderentes e mais fáceis de liberar. Como o 6061 tem baixo teor de silício, ele é muito mais propenso a soldar na face da matriz. Isto aumenta as forças de ejeção, causa defeitos superficiais na peça fundida e acelera a erosão da matriz. Foi relatado que a vida útil do 6061 em testes de fundição sob pressão é significativamente mais curto em comparação com ligas de fundição sob pressão padrão.
Complicações do tratamento térmico
Uma das principais atrações do 6061 é sua resposta ao tratamento térmico T6, que aumenta a resistência à tração de aproximadamente 125 MPa (18.000 psi) no estado recozido para cerca de 310 MPa (45.000 psi). No entanto, peças fundidas sob pressão – mesmo em ligas compatíveis – são notoriamente difíceis de tratar termicamente porque a rápida solidificação na matriz retém a porosidade do gás. Quando uma peça fundida porosa é tratada termicamente em solução a temperaturas em torno de 530°C, o gás aprisionado se expande e causa bolhas na superfície. As peças fundidas 6061 enfrentariam o mesmo problema, embora também já tivessem sofrido problemas de fluidez e rachaduras durante a fundição. O resultado líquido é que a suposta vantagem de resistência do 6061 não pode ser obtida de forma confiável através da fundição sob pressão.
Quais ligas de alumínio são realmente usadas na fundição sob pressão
A indústria de fundição sob pressão optou por uma pequena lista de ligas de alumínio que oferecem consistentemente resultados confiáveis e de alta qualidade. Compreender essas alternativas é essencial ao avaliar se deve-se buscar a fundição sob pressão para uma peça que foi inicialmente projetada por volta de 6061.
| Liga | Conteúdo Si (%) | UTS (MPa) | Caso de uso principal |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Uso geral; liga de fundição sob pressão mais utilizada em todo o mundo |
| A383 (ADC12) | 9,5 – 11,5 | ~310 | Peças complexas de paredes finas; melhor fluidez que o A380 |
| A360 | 9,0 – 10,0 | ~317 | Estanqueidade à pressão, resistência à corrosão |
| A413 | 11,0 – 13,0 | ~296 | Maior fluidez; componentes hidráulicos, peças fundidas complexas |
| Silafont-36 (Al-Si-Mg) | 9,5 – 11,5 | Até ~350 (T5/T7) | Fundições estruturais automotivas; tratável termicamente |
| 6061 | 0,40 – 0,80 | 310 (T6, forjado) | Extrusão, forjamento, usinagem - não fundição sob pressão |
O A380 sozinho é responsável por uma estimativa 60% ou mais de todas as peças fundidas de alumínio produzidas na América do Norte . Sua combinação de boas propriedades mecânicas, excelente moldabilidade e custo razoável o torna o padrão da indústria. Quando os projetistas precisam de alumínio fundido sob pressão tratável termicamente de maior resistência, eles recorrem cada vez mais a ligas como Silafont-36 ou Aural-2, que são projetadas desde o início para combinar um bom comportamento de fundição sob pressão com a capacidade de responder ao endurecimento por envelhecimento - algo que o 6061 não pode oferecer em uma forma fundida sob pressão.
Quando os engenheiros especificam 6061 e por que eles mudam
Em muitos cenários de desenvolvimento de produtos, os engenheiros especificam o 6061 no início de um projeto porque estão familiarizados com ele ou porque os protótipos foram usinados a partir do tarugo 6061. Quando os volumes de produção aumentam e a fundição sob pressão se torna atraente para a redução de custos, a questão de manter o 6061 torna-se um verdadeiro ponto de decisão. O resultado típico é uma mudança para uma liga de fundição sob pressão mais compatível, mas vale a pena examinar a lógica em detalhes.
Requisitos de propriedade mecânica
Os engenheiros geralmente especificam o 6061-T6 por sua resistência à tração de aproximadamente 310 MPa e resistência ao escoamento de 276 MPa. A questão é se essas propriedades são realmente exigidas pela aplicação ou se foram selecionadas de forma conservadora com base na familiaridade. O A380 fundido atinge um UTS de cerca de 317 MPa, muito próximo de 6061-T6, e um limite de escoamento de aproximadamente 159 MPa. Para aplicações onde o limite de escoamento é o parâmetro crítico - como suportes estruturais ou caixas de suporte de carga - o A380 pode ser insuficiente, e o engenheiro tem duas opções: projetar a geometria com espessura de parede adicional para compensar ou mudar para uma liga de fundição sob pressão tratável termicamente como Silafont-36, que pode atingir limites de escoamento de 240 MPa ou superiores após o tratamento T5/T7.
Resistência à corrosão
O 6061 é conhecido pela boa resistência à corrosão, especialmente em ambientes marítimos e externos. O A380 contém maior teor de cobre (até 3,5%), o que reduz sua resistência à corrosão em comparação com 6061. Se uma peça precisar resistir à névoa salina ou ser usada em um ambiente costeiro sem revestimento, o A380 pode exigir um tratamento de superfície. A360 é uma liga de fundição sob pressão alternativa com baixo teor de cobre que oferece melhor resistência à corrosão e é frequentemente especificada quando revestimentos de anodização ou conversão de cromato fazem parte do processo.
Anodização e Acabamento de Superfície
6061 anodiza excepcionalmente bem. A composição com baixo teor de ferro e baixo teor de cobre produz uma camada de óxido anódico transparente e consistente. As ligas fundidas sob pressão, especialmente aquelas com alto teor de silício, anodizam mal - as partículas de silício permanecem não anodizadas e aparecem como manchas cinza escuro ou pretas na camada de óxido, tornando quase impossível a anodização decorativa brilhante. Se a peça exigir anodização transparente ou colorida por razões estéticas, a fundição sob pressão é o processo errado, independentemente da liga. Fundição em areia ou fundição em molde permanente por gravidade com 6061 ou ligas de composição forjada semelhante, seguida de tratamento T6, é o melhor caminho para peças anodizadas em volumes moderados.
Usinabilidade
6061 é um prazer usinar. Produz cavacos limpos, mantém tolerâncias rígidas e aceita bem rosqueamento e rosqueamento. As ligas de fundição sob pressão são geralmente mais difíceis de cortar devido ao seu conteúdo abrasivo de silício, embora o A380 permaneça bastante usinável para os padrões de fundição sob pressão. Se for necessária uma pós-usinagem significativa após a fundição — por exemplo, furos de precisão, inserções roscadas ou tolerâncias de planicidade restritas — isso precisa ser levado em consideração na comparação geral do custo do processo entre a fundição sob pressão com A380 e processos alternativos usando 6061.
Processoos alternativos de fabricação para alumínio 6061
Como o 6061 não é adequado para fundição sob pressão, os engenheiros que precisam das propriedades do material do 6061 devem considerar os seguintes processos de fabricação, cada um com suas próprias vantagens em termos de capacidade geométrica, acabamento superficial, custo e escalabilidade de volume.
Usinagem CNC a partir de tarugo ou extrusão
Para volumes baixos a médios — normalmente abaixo de 1.000 peças por ano — a usinagem de tarugos 6061 ou estoque de extrusão costuma ser a abordagem mais econômica. Máquinas 6061 em altas velocidades com excelente vida útil da ferramenta. Uma oficina CNC competente pode manter tolerâncias de ±0,025 mm (±0,001 pol.) rotineiramente. A limitação é o desperdício de material (as taxas de compra e entrega podem ser altas para peças complexas) e o tempo de ciclo para geometrias complexas. Para produção de alto volume, o custo por peça de usinagem excede rapidamente o da fundição.
Fundição em areia e fundição em molde permanente
6061 pode ser fundido em areia ou alimentado por gravidade em moldes permanentes. Esses processos envolvem pressões de injeção mais baixas do que a fundição sob pressão, dando à liga tempo para preencher o molde. A fundição em areia 6061 é praticada nas indústrias aeroespacial e de defesa , onde os requisitos de certificação de materiais determinam a composição da liga e a resposta ao tratamento térmico, em vez de permitir a substituição por uma liga de fundição sob pressão padrão. A resistência ao escoamento de peças fundidas em areia 6061 tratadas com T6 normalmente fica na faixa de 220-260 MPa, um pouco abaixo do valor forjado, mas suficiente para muitas aplicações estruturais. Os custos de ferramentas para fundição em areia são baixos (menos de US$ 5.000 em muitos casos), tornando-a viável em volumes que vão desde um único protótipo até vários milhares de peças por ano.
Forjar
6061 é uma das ligas de alumínio forjadas mais comumente. O forjamento alinha a estrutura granular ao longo das linhas de tensão da peça, produzindo propriedades mecânicas que excedem as peças fundidas e usinadas. O 6061-T6 forjado pode atingir resistência à tração de 330–350 MPa e limites de escoamento de 295–310 MPa — significativamente superior à especificação padrão da placa forjada. Componentes estruturais aeroespaciais, componentes de bicicletas e peças de suspensão automotiva são frequentemente forjados a partir de 6061. A desvantagem é que as matrizes de forjamento são caras (geralmente de US$ 20.000 a US$ 80.000 por conjunto de matrizes) e o processo é mais adequado para peças com geometria relativamente simples e sem cortes inferiores.
Extrusão
A extrusão é indiscutivelmente o processo nativo do 6061. A liga flui através de uma matriz para produzir perfis de seção transversal longos e constantes em alta velocidade. As matrizes de extrusão custam de US$ 500 a US$ 3.000 para perfis simples, tornando esse processo acessível mesmo em volumes baixos. São possíveis seções transversais complexas com câmaras ocas. Operações secundárias como serrar no comprimento, puncionar, perfurar e dobrar transformam o 6061 extrudado em componentes estruturais acabados. A restrição é que a seção transversal deve ser uniforme ao longo do comprimento – a extrusão não pode produzir a complexidade tridimensional que a fundição sob pressão alcança.
Tixofundição e Reofundição (Processamento Semissólido)
O processamento de metal semissólido (SSM) é uma opção de nicho, mas relevante. Na tixofundição, um tarugo especialmente preparado de 6061 com uma microestrutura tixotrópica é aquecido até a faixa semissólida e injetado em uma matriz. Como o material é parcialmente sólido, ele flui de forma mais previsível, com menos turbulência e menos porosidade do que a fundição sob pressão convencional. Estudos de pesquisa demonstraram que thixocast 6061-T6 pode atingir resistência à tração de 280–310 MPa , muito próximo do benchmark forjado. A limitação é o custo: o processo de preparação do tarugo (métodos SIMA ou MHD) acrescenta despesas e a janela do processo é estreita, exigindo um controle rígido da temperatura. O processamento SSM do 6061 é usado em componentes automotivos e aeroespaciais onde o desempenho mecânico e a geometria complexa devem coexistir, mas não é um processo de produção convencional.
Fundição sob pressão de alta pressão versus processos de baixa pressão e gravidade: impacto na viabilidade do 6061
Vale a pena distinguir entre as diferentes famílias de processos de fundição, porque os desafios do 6061 variam significativamente dependendo da pressão e da velocidade de enchimento.
- Fundição sob pressão (HPDC) : Pressões de injeção de 10.000–30.000 psi, tempos de enchimento de 10–100 ms. 6061 é totalmente inadequado. A combinação de baixa fluidez, suscetibilidade a trincas a quente e soldagem em molde torna impossível uma produção confiável em escala comercial.
- Fundição sob pressão de baixa pressão (LPDC) : Pressões de 5–15 psi (0,03–0,1 MPa), taxas de enchimento muito mais lentas. 6061 tarifas melhores aqui. LPDC é usado para fabricação de rodas e algumas peças fundidas estruturais automotivas. O enchimento mais lento reduz a turbulência e permite que algumas ligas com menor fluidez tenham um desempenho aceitável. O 6061 pode ser fundido em baixa pressão com gerenciamento adequado de temperatura, embora exija um controle cuidadoso do processo.
- Molde permanente por gravidade (GPM / fundição a frio) : Sem pressão aplicada; o metal é preenchido por gravidade. Este é o processo de fundição mais tolerante para 6061 em termos de compatibilidade de liga. As peças fundidas GPM em 6061 podem ser tratadas termicamente T6 de forma confiável e obter propriedades estruturais úteis. O acabamento superficial e a consistência dimensional são inferiores ao HPDC, mas o processo é muito mais acessível para esta liga.
- Fundição sob pressão assistida a vácuo : Uma variante do HPDC onde um vácuo é aplicado na cavidade da matriz antes da injeção para reduzir a porosidade. Embora a assistência a vácuo melhore a densidade da peça e permita o tratamento térmico em ligas de fundição sob pressão padrão, ela não resolve os problemas fundamentais de fluidez ou trincas a quente associados ao 6061 em um contexto de HPDC.
A conclusão prática é que se a fundição sob pressão significa especificamente HPDC – o que acontece na maioria das conversas industriais – então o 6061 deve ser evitado. Se os processos de baixa pressão ou gravidade estiverem dentro do escopo, o 6061 se torna uma opção viável, especialmente para peças estruturais que requerem tratamento térmico T6.
Comparação de custos: fundição sob pressão com A380 versus processos alternativos com 6061
O custo é um dos motivadores mais comuns por trás da questão de fundir o 6061 sob pressão - normalmente, um projetista deseja as propriedades do material do 6061, mas a economia por peça da fundição sob pressão. A comparação a seguir utiliza como referência uma parte estrutural representativa da habitação com complexidade moderada.
| Process | Liga | Custo de ferramentas (aprox.) | Custo por peça de 10 mil/ano | Tratamento térmico possível? |
|---|---|---|---|---|
| HPDC | A380 | US$ 30.000–US$ 100.000 | US$ 2–US$ 8 | Limitado (risco de porosidade) |
| HPDC (estrutural) | Silafont-36 | US$ 30.000–US$ 100.000 | US$ 3–US$ 10 | Sim (assistido por vácuo) |
| Perm de gravidade. Molde | 6061 | US$ 5.000–US$ 20.000 | US$ 8–US$ 20 | Sim (T6 alcançável) |
| Fundição em Areia | 6061 | US$ 1.000–US$ 8.000 | US$ 15–US$ 40 | Sim (T6 alcançável) |
| Usinagem CNC | Boleto 6061 | $ 0– $ 5.000 (fixação) | US$ 20–US$ 80 | Sim (estoque pré-tratado) |
Os dados mostram que HPDC com A380 ou uma liga de fundição sob pressão estrutural oferece o menor custo por peça em grandes volumes, mas requer a aceitação de um material que não seja 6061. Se 6061 for realmente necessário - por exemplo, devido a especificações de materiais aeroespaciais ou requisitos específicos de certificação de corrosão - então a fundição por gravidade ou a usinagem são os caminhos economicamente racionais, aceitando um custo por peça mais alto em troca da liga correta.
Alternativas emergentes: ligas de fundição sob pressão de composição forjada
A indústria não ignorou a demanda por alumínio fundido sob pressão com propriedades próximas a 6061. Vários desenvolvedores de ligas e especialistas em fundição introduziram ligas projetadas para preencher a lacuna entre as ligas de fundição sob pressão padrão e as composições da série forjada. Vale a pena conhecer isso para os engenheiros que estão avaliando suas opções.
Castasil-37 (Al-Si-Mg, baixo teor de ferro)
Desenvolvido pela Rheinfelden Alloys, Castasil-37 contém aproximadamente 9–11% de silício com muito baixo teor de ferro (abaixo de 0,15%) e magnésio controlado. Seu baixo teor de ferro reduz drasticamente a tendência de soldagem em matriz em comparação com ligas padrão, e a liga pode ser fundida para produzir seções finas e complexas. Ele não corresponde à resposta completa do tratamento térmico do 6061, mas suas propriedades como fundido são competitivas com muitas aplicações que de outra forma considerariam o 6061.
Aural-2 e Aural-5
Estas são ligas primárias de alumínio desenvolvidas especificamente para fundições estruturais de alta integridade, particularmente no setor automotivo, onde o desempenho em colisões exige alta resistência e alta ductilidade. Aural-2 atinge valores de alongamento de 10–15% na condição T7 , que é comparável a 6061-T6. Essas ligas podem ser fundidas sob pressão usando HPDC assistido a vácuo e depois tratadas termicamente sem formação de bolhas significativas, representando a aproximação mais próxima disponível das propriedades 6061 em uma forma fundida sob pressão.
Ligas da série 6xxx otimizadas para Hpdc (estágio de pesquisa)
Grupos de pesquisa acadêmica e industrial têm desenvolvido ligas modificadas da série 6xxx com elevadas adições de silício destinadas a melhorar o desempenho da fundição sob pressão, mantendo parte da resposta de endurecimento por envelhecimento. Estes ainda não estão comercialmente estabelecidos em escala, mas os resultados da produção piloto publicados em revistas como o Journal of Materials Processing Technology sugerem que ligas com 3–5% de Si e adições balanceadas de Mg podem atingir resistências à tração de 280–300 MPa após o tratamento T5 do HPDC. Esta continua a ser uma área ativa de desenvolvimento em vez de uma opção de produção pronta.
Guia Prático de Decisão: Escolhendo entre 6061 e ligas de fundição sob pressão
A estrutura de decisão a seguir tem como objetivo ajudar engenheiros e projetistas de produtos a identificar rapidamente o caminho certo para sua situação específica.
- Se o seu volume anual exceder 5.000 peças e a complexidade da geometria é alta, a fundição sob pressão com A380 ou uma liga estrutural é quase certamente o processo certo - reavalie se as propriedades do 6061 são genuinamente necessárias ou simplesmente familiares.
- Se a anodização decorativa for necessária para a peça acabada, a fundição sob pressão é um processo totalmente errado. Use extrusão ou usinado 6061 com tratamento de superfície apropriado.
- Se for necessária uma resistência ao escoamento acima de 200 MPa da peça fundida, avalie o HPDC assistido por vácuo com Silafont-36 ou Aural-2 antes de recorrer a um processo de fundição por gravidade com 6061.
- Se a especificação da liga for fixada por um cliente, órgão regulador ou padrão aeroespacial citando 6061, não substitua. Use fundição por gravidade, fundição em areia ou forjamento.
- Se o volume for inferior a 1.000 peças por ano e a geometria permitir, a usinagem CNC a partir do estoque 6061-T6 proporcionará as melhores propriedades mecânicas com o menor investimento em ferramentas.
- Se a economia de peso e a eficiência estrutural são os principais fatores, considere se o 6061 forjado é justificável – os forjados podem reduzir o peso da peça em 15–30% em comparação com uma peça fundida equivalente porque a relação resistência-peso superior permite seções mais finas.
Nenhuma resposta única se adapta a todos os produtos. Mas o consenso consistente da indústria é claro: não tente fundição sob pressão de alta pressão com alumínio 6061 se o objetivo for resultados confiáveis e de qualidade de produção. A incompatibilidade metalúrgica entre a composição do 6061 e as demandas do processo de fundição sob pressão não é um desafio de engenharia a ser superado por meio da otimização do processo - é uma questão fundamental de seleção de material que é melhor resolvida escolhendo a liga certa para o processo certo desde o início.