Lar / Notícias / Notícias da indústria / Como é feita a fundição sob pressão? Processo, Métodos e Materiais
A resposta curta: como funciona a fundição sob pressão
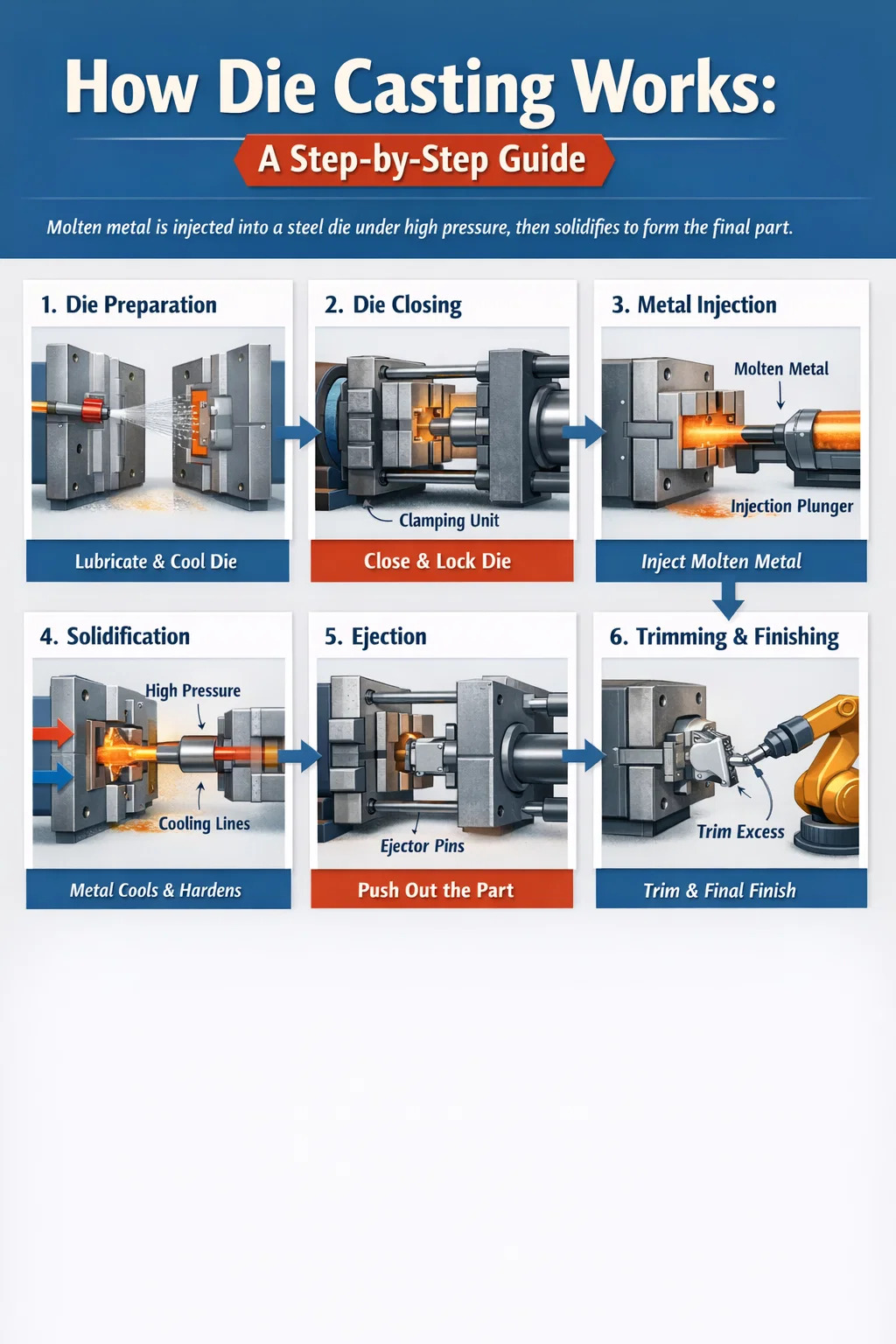
Fundição sob pressão é um processo de formação de metal no qual o metal fundido é injetado sob alta pressão em um molde de aço endurecido - chamado de matriz - e mantido lá até que o metal se solidifique no formato exato da cavidade. Uma vez sólida, a matriz se abre, os pinos ejetores empurram a peça para fora e o ciclo começa novamente. Um único dado pode repetir esta sequência centenas de milhares de vezes antes de se desgastar.
O processo é usado principalmente com ligas não ferrosas: alumínio, zinco, magnésio e metais à base de cobre. As pressões de injeção normalmente variam de 1.500 psi a mais de 25.000 psi , que é o que permite que a fundição sob pressão produza peças com paredes finas, tolerâncias restritas (geralmente ± 0,002 polegadas) e acabamentos de superfície lisos como fundidos, sem usinagem extensa posteriormente.
Se você precisar de dezenas de milhares de peças metálicas idênticas – suportes automotivos, caixas de eletrônicos, acessórios de encanamento, componentes de eletrodomésticos – a fundição sob pressão é quase sempre o método de fabricação mais econômico, uma vez que você tenha absorvido o custo inicial do ferramental.
O processo de fundição sob pressão passo a passo
Compreender como a fundição sob pressão é feita requer percorrer cada etapa do ciclo de produção. Embora diferentes máquinas e ligas introduzam variações, a sequência fundamental é consistente em toda a indústria.
Passo 1 — Preparação e Lubrificação da Matriz
Antes de cada disparo, as metades da matriz são pulverizadas com um lubrificante ou agente desmoldante. Isso tem dois propósitos: ajuda a peça fundida solidificada a ser ejetada de maneira limpa, sem grudar, e resfria levemente a superfície da matriz para manter um perfil térmico consistente. Lubrificantes para matrizes à base de água são a escolha mais comum nas oficinas modernas porque reduzem a fumaça e atendem às regulamentações ambientais. O ciclo de pulverização normalmente leva de dois a cinco segundos e é automatizado em linhas de alto volume.
Passo 2 — Fechamento e Fixação da Matriz
A máquina de fundição sob pressão prende as duas metades da matriz com uma força enorme. Esta força de fixação é medida em toneladas e deve exceder a força que o metal fundido pressurizado exercerá nas faces da matriz durante a injeção. Uma máquina avaliada em 500 toneladas mantém a matriz fechada com 500 toneladas de força de fixação. As máquinas variam de menos de 100 toneladas para pequenas peças de zinco até 4.000 toneladas ou mais para grandes componentes estruturais de alumínio. Se a força de fixação for insuficiente, o metal fundido pode saltar entre as metades da matriz, criando aletas finas na peça e potencialmente danificando o ferramental.
Passo 3 — Injeção de Metal
Esta é a etapa definidora. O metal fundido é empurrado para dentro da cavidade da matriz através de um sistema de canais – um canal de entrada, canais e comportas – que direcionam o fluxo para a geometria da peça. Nas máquinas de câmara fria, um tiro medido de metal é colocado em uma concha ou automaticamente despejado em uma manga de tiro, e um êmbolo hidráulico o impulsiona para frente. Nas máquinas de câmara quente, o mecanismo de injeção é submerso no banho de metal fundido e puxa diretamente uma carga precisa. A velocidade de injeção pode ser ajustada em fases: uma primeira fase lenta preenche o sistema de rotor e uma segunda fase rápida preenche a cavidade da peça para evitar a solidificação prematura. Os tempos de preenchimento da própria cavidade costumam ficar entre 10 e 100 milissegundos.
Passo 4 — Intensificação e Solidificação
Imediatamente após o preenchimento da cavidade, a máquina aplica pressão de intensificação – um aumento secundário de pressão mais alto – para embalar mais metal e compensar o encolhimento à medida que a peça fundida se solidifica. Esta pressão é mantida durante um tempo de permanência, normalmente de um a trinta segundos, dependendo da espessura da parede e da liga. A própria matriz atua como dissipador de calor; seus canais de resfriamento internos transportam água ou óleo térmico para extrair calor de forma rápida e consistente. O resfriamento mais rápido permite tempos de ciclo mais curtos e microestrutura mais fina na peça acabada.
Passo 5 — Abertura da matriz e ejeção da peça
Assim que o metal estiver suficientemente solidificado, a unidade de fixação se retrai e as metades da matriz se separam. A peça fundida permanece na metade (a metade do ejetor) porque os ângulos de inclinação e a geometria são projetados dessa forma. Pinos ejetores – hastes de aço endurecido inseridas na matriz – avançam e empurram a peça para fora. Os pinos deixam pequenas marcas circulares em superfícies não críticas da peça fundida. Um robô ou operador humano remove a peça e o ciclo é reiniciado.
Passo 6 — Corte e Acabamento
A peça fundida bruta sai anexada ao sistema de corrediça e portão e geralmente apresenta rebarbas finas ao longo das linhas de partição. Uma matriz de corte em uma prensa hidráulica corta os corredores e o excesso de rebarbas em um único golpe. O acabamento adicional depende da aplicação: jateamento para superfícies cosméticas, usinagem CNC para furos roscados ou furos precisos, tratamento térmico para ligas estruturais de alumínio e revestimentos de superfície como anodização, revestimento em pó ou cromagem.
Câmara Quente vs. Câmara Fria Fundição sob Pressão
Cada um dos dois principais tipos de máquinas se adapta a uma gama diferente de ligas. Escolher o tipo errado para um determinado material destruirá a máquina ou produzirá peças de baixa qualidade.
| Recurso | Câmara Quente | Câmara Fria |
|---|---|---|
| Localização do sistema de injeção | Submerso em metal fundido | Separado do forno |
| Ligas compatíveis | Zinco, magnésio, chumbo, estanho | Alumínio, latão, magnésio (alta temperatura) |
| Velocidade do ciclo | Mais rápido (até 18 disparos/min para zinco) | Mais lento (o transporte manual aumenta o tempo) |
| Pressão máxima de injeção | ~2.500psi | Até 25.000 psi |
| Faixa de tamanho de peça | Pequeno a médio | Pequeno a muito grande |
| Tendência à porosidade | Inferior | Moderado (gerenciado pelo controle de processo) |
Máquinas de câmara quente não podem ser usadas com alumínio porque o alumínio dissolve o ferro em temperaturas típicas de fundição, atacando rapidamente o pescoço de ganso de aço e o êmbolo do sistema de injeção submerso. As máquinas de câmara fria são a escolha correta para fundição sob pressão de alumínio – o metal é derretido em um forno de retenção separado e só entra na manga de injeção imediatamente antes da injeção, limitando o tempo de exposição.
Materiais usados na fundição sob pressão
A escolha da liga orienta quase todas as outras decisões no processo – tipo de máquina, material da matriz, tempo de ciclo e propriedades finais da peça. Estas são as quatro famílias mais comumente vistas em operações comerciais de fundição sob pressão.
Ligas de alumínio
O alumínio representa aproximadamente 80% de toda a produção de fundição sob pressão por peso na América do Norte. As ligas mais utilizadas são A380, A383 e A360. O A380 oferece um excelente equilíbrio entre moldabilidade, resistência (resistência à tração final em torno de 47.000 psi) e resistência à corrosão, tornando-o a escolha padrão para caixas automotivas e de produtos eletrônicos de consumo. A baixa densidade do alumínio – cerca de um terço da do aço – é um importante impulsionador da procura, à medida que os fabricantes de automóveis procuram componentes leves para cumprir as metas de economia de combustível e de autonomia dos veículos elétricos. A desvantagem é uma temperatura de fundição mais alta (cerca de 1.200°F/650°C), o que encurta a vida útil da matriz em comparação com o zinco.
Ligas de Zinco
As ligas de zinco (Zamak 3, Zamak 5, ZA-8) são fundidas em temperaturas muito mais baixas (cerca de 780°F / 415°C), o que proporciona às ferramentas uma vida útil dramaticamente mais longa – muitas vezes mais de um milhão de tiros contra 100.000–400.000 para matrizes de alumínio. As peças de zinco podem ser fundidas com paredes extremamente finas (até 0,4 mm) e detalhes de superfície muito finos, razão pela qual são usadas em ferragens decorativas, corpos de fechaduras e pequenos componentes mecânicos de precisão. O zinco é mais denso que o alumínio, mas seus custos de processamento mais baixos e maior vida útil da ferramenta muitas vezes o tornam mais econômico para peças pequenas de grande volume.
Ligas de magnésio
O magnésio é o metal estrutural mais leve comumente fundido, aproximadamente 33% mais leve que o alumínio em volume. Ligas como AZ91D e AM60B são usadas em estruturas internas de automóveis, chassis de laptops e corpos de ferramentas elétricas onde o peso é o principal fator. O magnésio pode ser processado em máquinas de câmara quente ou fria, dependendo da liga específica e do tamanho da peça necessária. Uma consideração importante sobre a produção: o magnésio é inflamável na forma finamente dividida, portanto, sucata e cavacos exigem manuseio cuidadoso e sistemas dedicados de supressão de incêndio nas instalações.
Ligas à base de cobre (latão e bronze)
As ligas de cobre exigem as mais altas temperaturas de fundição — muitas vezes excedendo 900°C (1.650°F) — o que reduz significativamente a vida útil da matriz e aumenta os custos de energia. No entanto, as peças fundidas em latão e bronze oferecem excelente resistência à corrosão, boa condutividade elétrica e uma aparência premium que as torna valiosas em acessórios de encanamento, conectores elétricos e ferragens arquitetônicas. A fundição sob pressão de liga de cobre representa uma parcela pequena, mas persistente, da produção total porque nenhum outro material corresponde à sua combinação de propriedades a um custo comparável para peças de médio volume.
Design e ferramentas de matrizes
A matriz é o elemento que mais exige capital do processo de fundição sob pressão e seu design determina diretamente a qualidade da peça, o tempo de ciclo e a economia de produção. Uma matriz mal projetada causará problemas que nenhum ajuste da máquina pode resolver totalmente.
Materiais de matriz
As ferramentas de fundição sob pressão são quase universalmente feitas de aço para ferramentas para trabalho a quente H13, endurecido a aproximadamente 44–48 HRC. O H13 foi selecionado porque resiste à fadiga térmica – o aquecimento e a têmpera repetidos que quebrariam aços menores em milhares de ciclos. Classes premium de H13 com controles químicos mais rígidos e processamento de refusão a arco a vácuo (VAR) podem prolongar significativamente a vida útil da matriz. Para a produção de alumínio em grandes volumes, algumas operações utilizam aços modificados como DIN 1.2367 ou classes proprietárias desenvolvidas por fornecedores de ferramentas.
Projeto de sistema de portão e corredor
O local onde o metal entra na cavidade – a localização da comporta – controla o padrão de preenchimento, aprisionamento de ar e encolhimento. O software de simulação (Magmasoft, ProCAST, Flow-3D) agora é uma prática padrão para projetos de matrizes, permitindo que os engenheiros modelem o fluxo do metal, prevejam fechamentos a frio, identifiquem onde a porosidade provavelmente se formará e otimizem a colocação da porta e do poço de transbordamento antes de cortar uma única peça de aço. Investir em simulação antes da fabricação de ferramentas normalmente economiza muito mais do que seu custo, pois detecta problemas que, de outra forma, exigiriam modificações caras na matriz.
Ângulos de inclinação e linhas de partição
Cada parede vertical em uma fundição sob pressão deve ter um ângulo de inclinação - uma ligeira conicidade - para permitir que a peça se solte da matriz sem arrastar ou emperrar. Os ângulos de inclinação típicos são de 1° a 3° para superfícies externas e de 2° a 5° para núcleos internos. Paredes com calado zero são teoricamente possíveis com revestimentos especiais ou truques de geometria, mas acrescentam custos e riscos. A linha de separação é onde as duas metades da matriz se encontram; localizá-lo corretamente minimiza o flash, simplifica a construção da ferramenta e torna as superfícies cosméticas mais fáceis de controlar.
Projeto do sistema de resfriamento
Canais de resfriamento internos perfurados no aço da matriz transportam água com temperatura controlada. Sua colocação em relação às seções espessas da peça, onde o calor está concentrado, determina quão uniformemente a peça fundida solidifica e quão rápido o ciclo pode ser executado. O resfriamento conformal – canais que seguem os contornos da cavidade da matriz em vez de serem perfurados diretamente – é cada vez mais fabricado por meio de pastilhas de fabricação aditiva, permitindo extração de calor mais agressiva em zonas críticas e reduções do tempo de ciclo de 15 a 25% em algumas aplicações.
Principais parâmetros do processo e como eles são controlados
A fundição sob pressão não é uma operação do tipo definir e esquecer. Um processo estável e de alta qualidade requer monitoramento e controle ativos de uma série de variáveis interdependentes.
- Temperatura do metal: Muito quente aumenta a porosidade de contração e a erosão da matriz; muito frio causa erros de funcionamento e fechamentos a frio. O alumínio é normalmente vazado a 1.250°F–1.350°F (677°C–732°C), dependendo da geometria da peça e da espessura da parede.
- Velocidade de injeção: A velocidade da primeira fase (lenta) preenche o corredor; a velocidade da segunda fase (rápida) preenche a cavidade. A velocidade da porta – a velocidade na qual o metal passa pela porta para dentro da peça – normalmente é estimada entre 100 e 180 pés/s para o alumínio.
- Pressão de intensificação: Aplicada imediatamente após o preenchimento da cavidade, esta pressão compacta o metal em solidificação para reduzir os vazios de contração. As pressões de intensificação típicas para o alumínio são de 8.000 a 15.000 psi.
- Temperatura da matriz: A matriz deve atingir e manter um equilíbrio térmico – normalmente 300°F–500°F (150°C–260°C) para alumínio – antes que as peças de produção sejam executadas. Uma matriz fria causa defeitos superficiais; uma matriz superaquecida prolonga o tempo do ciclo e acelera a fadiga térmica.
- Assistência a vácuo: Algumas configurações de fundição sob pressão usam linhas de vácuo conectadas à cavidade da matriz para evacuar o ar antes da injeção. A remoção do ar reduz a porosidade do gás e permite velocidades de injeção mais altas sem reter o gás na peça – particularmente valioso para componentes estruturais que serão tratados termicamente ou soldados.
As modernas máquinas de fundição sob pressão registram os dados do processo de cada injeção – posição do êmbolo, velocidade, curvas de pressão – em tempo real. Os gráficos de controle estatístico de processo sinalizam quando os parâmetros ultrapassam os limites definidos, permitindo que os engenheiros de processo corrijam problemas antes que as taxas de refugo aumentem.
Defeitos comuns em fundição sob pressão e suas causas
Compreender os mecanismos de defeito é fundamental para solucionar o processo. A maioria dos defeitos remonta a um conjunto relativamente pequeno de causas raízes.
Porosidade
O defeito de fundição sob pressão mais comum. Existem dois tipos: porosidade de gás, causada pelo ar ou hidrogênio dissolvido preso durante o enchimento, e porosidade de contração, causada por metal insuficiente para alimentar as seções contraídas à medida que se solidificam. A porosidade do gás normalmente aparece como vazios arredondados próximos à superfície ou nas últimas áreas a serem preenchidas. A porosidade de contração aparece como vazios irregulares e irregulares em seções transversais espessas. As soluções incluem assistência a vácuo, design de comporta otimizado, pressão de intensificação ajustada e redução da espessura da parede por meio do redesenho da peça.
Fechamentos a frio e erros de funcionamento
Um fechamento a frio aparece como uma linha visível na superfície de fundição onde duas frentes de fluxo de metal se encontraram, mas não se fundiram corretamente porque esfriaram muito antes de se unirem. Um erro de execução é um preenchimento incompleto – uma porção da cavidade que simplesmente não recebeu metal suficiente antes de solidificar. Ambos são causados por temperatura insuficiente do metal, velocidade de injeção muito baixa, volume de metal inadequado ou resfriamento excessivo da matriz. O aumento da temperatura do metal, da velocidade de injeção ou do peso do tiro normalmente resolve esses defeitos.
Soldagem e erosão da matriz
A soldagem ocorre quando a liga de alumínio adere ao aço da matriz, puxando o material da superfície da peça na ejeção e eventualmente acumulando depósitos na matriz. É impulsionado pela reação química entre o alumínio fundido e o ferro no aço da matriz, acelerada pela alta temperatura do metal e pela alta velocidade da porta, impactando repetidamente a mesma superfície da matriz. Revestimentos protetores (nitretação, revestimentos PVD como TiAlN), controle de temperatura da matriz e lubrificação otimizada reduzem a frequência de soldagem. Casos graves requerem polimento da matriz ou reparo de solda.
Flash
Flash é uma aleta de metal fina que se projeta entre as metades da matriz ou ao redor dos pinos ejetores. Isso resulta de força de fixação insuficiente, superfícies de linhas de partição desgastadas ou danificadas ou pressão de injeção excessiva. O flash menor é removido na prensa de acabamento; flash persistente indica um problema de máquina, matriz ou parâmetro de processo que precisa de correção antes que piore.
Variações e métodos avançados de fundição sob pressão
Além da fundição sob pressão convencional, diversas variantes de processo atendem a requisitos específicos de peças ou metas de qualidade que a fundição padrão não consegue atender.
Fundição sob pressão a vácuo
A fundição a vácuo evacua o ar da cavidade da matriz imediatamente antes da injeção através de válvulas de vácuo dedicadas. A pressão residual do ar na cavidade é reduzida para menos de 50 mbar em sistemas avançados. O resultado é uma porosidade de gás drasticamente menor, o que permite que as peças fundidas sejam tratadas termicamente (T5 ou T6) e soldadas – capacidades que a fundição sob pressão padrão não pode alcançar de forma confiável. Peças estruturais automotivas, como torres de amortecedores, pilares B e gabinetes de baterias, são cada vez mais fabricadas dessa maneira.
Fundição sob pressão semissólida (tixofundição e reofundição)
No processamento semissólido, o metal é injetado a uma temperatura entre seu liquidus e solidus – em um estado parcialmente solidificado, semelhante a uma pasta. Como o metal é mais viscoso e preenche a matriz de maneira menos turbulenta e mais laminar, o aprisionamento de gás é significativamente reduzido. Peças produzidas por reofundição ou tixofundição podem aproximar-se dos níveis de porosidade das peças forjadas em algumas geometrias. O processo é mais complexo e caro de operar do que a fundição sob pressão convencional, por isso é reservado para componentes de alto valor na indústria aeroespacial, automobilística e aplicações automotivas premium.
Apertar Fundição
A fundição por compressão usa velocidades de injeção muito mais baixas, mas uma pressão muito alta (geralmente 10.000–30.000 psi) aplicada e mantida durante a solidificação. A alta pressão sustentada suprime a porosidade e refina a microestrutura, produzindo peças fundidas com propriedades mecânicas próximas às dos forjados. Rodas de alumínio para veículos de alto desempenho são uma aplicação comum de fundição por compressão. Os tempos de ciclo são mais longos do que a fundição convencional e o processo requer um projeto de matriz mais cuidadoso para distribuição de pressão.
Mega-Casting (Gigacasting)
Um desenvolvimento recente impulsionado em grande parte pela indústria de veículos elétricos, a megafundição utiliza máquinas de 6.000 toneladas ou maiores para produzir peças fundidas estruturais de alumínio únicas que substituem conjuntos de dezenas de peças de aço estampadas e soldadas. A Tesla popularizou essa abordagem com sua fundição traseira, que consolida aproximadamente 70 peças individuais em uma única peça. Vários outros fabricantes de automóveis estão agora comissionando ou operando células de fundição sob pressão semelhantes de grande formato. O argumento económico baseia-se na redução do número de ferramentas, linhas de montagem mais simples e custos de união mais baixos, embora exija um grande investimento inicial em máquinas.
Fundição sob pressão versus outros processos de fundição de metal
A fundição sob pressão não é a única forma de fundir peças de metal e nem sempre é a correta. Compreender onde ele se encaixa em relação às alternativas ajuda na seleção do processo correto para um determinado projeto.
| Processo | Custo de ferramentas | Custo por peça (alto volume) | Precisão Dimensional | Melhor para |
|---|---|---|---|---|
| Fundição sob pressão | Alto (US$ 20 mil – US$ 200 mil) | Muito baixo | Excelente | Peças não ferrosas de alto volume |
| Fundição em molde permanente | Moderado | Baixo | Bom | Volume médio, paredes mais grossas |
| Fundição de investimento | Moderado | Alto | Muito alto | Geometria complexa, ligas ferrosas, aeroespacial |
| Fundição em areia | Baixo | Moderado to high | Ruim a razoável | Baixo volume, large parts, iron/steel |
A decisão normalmente se resume ao volume. Ferramentas de fundição sob pressão para uma peça de alumínio geralmente custam entre US$ 30.000 e US$ 150.000, dependendo da complexidade. Esse investimento faz sentido com 50.000 ou mais peças por ano, mas é difícil de justificar para algumas centenas de unidades. Para produção de baixo volume, a fundição em areia ou microfusão é mais econômica, embora o custo por peça seja mais alto. Para ligas ferrosas (aço, ferro), a fundição sob pressão geralmente não é usada - fundição de precisão, fundição em areia ou forjamento são as escolhas apropriadas.
Indústrias e aplicações onde a fundição sob pressão domina
A combinação de velocidade, precisão e capacidade de formato líquido da fundição sob pressão tornou-a o processo de fabricação padrão para uma ampla gama de categorias de produtos em vários setores.
- Automotivo: Blocos de motor (em algumas configurações), carcaças de transmissão, corpos de bombas de óleo, conjuntos de suportes, maçanetas, carcaças de espelhos, rodas (squeeze cast) e componentes estruturais de carroceria em branco cada vez maiores. O setor automotivo é o maior mercado único de fundição sob pressão, respondendo por mais de 50% da produção norte-americana em valor.
- Eletrônicos de consumo: Chassi de laptop e tablet, molduras internas de smartphones, corpos de câmeras e estruturas de dissipadores de calor se beneficiam da combinação de leveza, condutividade térmica e rigidez estrutural do alumínio.
- Equipamentos industriais: Carcaças de caixas de engrenagens, corpos de bombas, carcaças de motores e corpos de válvulas são produzidos em grandes volumes com espessura de parede consistente e integridade à prova de pressão.
- Infraestrutura de telecomunicações: Os gabinetes da estação base 5G e os componentes de gerenciamento de calor usam fundição de alumínio para sua combinação de blindagem EMI, desempenho térmico e estabilidade dimensional.
- Encanamento e HVAC: Conexões, válvulas e blocos coletores fundidos em latão e alumínio são instalados aos milhões todos os anos na construção residencial e comercial.
- Ferramentas elétricas e eletrodomésticos: Carcaças de motores, caixas de engrenagens e estruturas estruturais para ferramentas elétricas, equipamentos para gramados e eletrodomésticos dependem da fundição sob pressão para obter tolerâncias restritas e bom acabamento superficial em altas taxas de produção.
O que esperar em termos de tolerâncias, acabamento superficial e prazo de entrega
Compradores e engenheiros que especificam peças fundidas sob pressão precisam de expectativas realistas sobre o que o processo pode ou não fornecer sem operações secundárias.
Tolerâncias Dimensionais
A fundição sob pressão atinge tolerâncias mais rígidas do que a fundição em areia ou a fundição em molde permanente, mas não é um processo de usinagem de precisão. Tolerâncias fundidas de ±0,003 a ±0,005 polegadas por polegada são típicas para alumínio. Recursos que exigem controle mais rígido – furos de rolamento, posições de furos roscados, superfícies de contato – precisam de usinagem CNC após a fundição. A North American Die Casting Association (NADCA) publica padrões de tolerância detalhados que são a referência da indústria para a especificação de peças fundidas sob pressão.
Acabamento de superfície
As superfícies fundidas em alumínio fundido estão normalmente na faixa de 63–125 Ra micropolegadas (1,6–3,2 Ra micrômetros), o que é liso o suficiente para a maioria dos fins funcionais e cosméticos sem acabamento adicional. As peças fundidas de zinco podem obter superfícies fundidas ainda mais finas e receber galvanoplastia diretamente, tornando-as preferidas para ferragens decorativas que serão cromadas ou niqueladas.
Prazo de entrega de ferramentas e prazo de entrega de peças
A fabricação de ferramentas para uma matriz de fundição sob pressão de alumínio moderadamente complexa normalmente leva 8 a 14 semanas desde a aprovação do projeto até as primeiras fotos. Ferramentas simples podem ser concluídas mais rapidamente; matrizes grandes, com múltiplas cavidades ou complexas podem levar de 16 a 20 semanas. Depois que as ferramentas são comprovadas e estão em produção, os prazos de entrega das peças dependem das quantidades executadas e da programação, mas normalmente são de 3 a 6 semanas para pedidos padrão. Linhas dedicadas de alto volume podem enviar peças em menos tempo, uma vez estabelecido o cronograma de produção.