Lar / Notícias / Notícias da indústria / Por que a fundição em areia é melhor que a fundição sob pressão para muitas aplicações
A resposta curta: a fundição em areia vence em custo, flexibilidade e escala
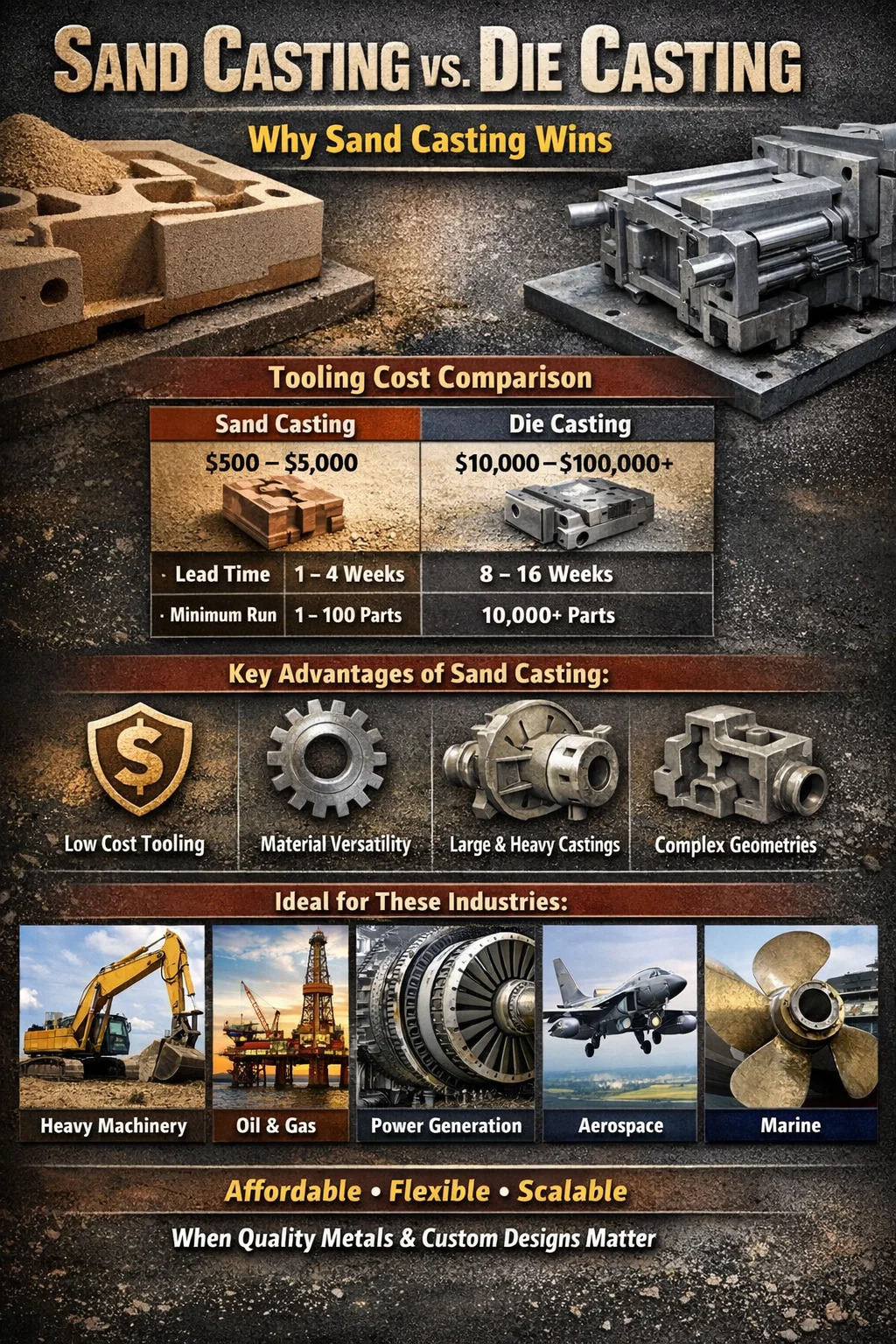
Se você estiver escolhendo entre fundição em areia e fundição sob pressão, a decisão se resume ao que você realmente precisa. A fundição em areia é melhor do que a fundição sob pressão quando os orçamentos de ferramentas são apertados, quando as peças são grandes ou geometricamente complexas, quando estão envolvidos volumes de produção baixos a médios ou quando metais ferrosos como aço e ferro devem ser usados. A fundição sob pressão é excelente na produção em alto volume de peças pequenas de alumínio ou zinco de paredes finas, onde o acabamento superficial e a consistência dimensional são essenciais. Mas para uma ampla gama de aplicações industriais, de engenharia e de protótipos, a fundição em areia continua sendo a escolha mais prática e econômica.
A diferença fundamental está nas ferramentas. Um dado de fundição sob pressão pode custar em qualquer lugar US$ 10.000 a mais de US$ 100.000 , enquanto um padrão de fundição em areia normalmente custa entre US$ 500 e US$ 5.000 . Para qualquer coisa que não seja produção em massa na casa das centenas de milhares, essa lacuna por si só torna a fundição em areia a decisão financeira mais inteligente.
Custo de ferramentas: onde a fundição em areia tem uma vantagem decisiva sobre a fundição sob pressão
A fundição sob pressão requer matrizes de aço endurecido que devem suportar milhares de ciclos de injeção sob pressão extrema – geralmente entre 1.500 e 25.000 psi. A fabricação dessas matrizes exige usinagem de precisão, tratamento térmico e extensa verificação de qualidade. O prazo de entrega para uma matriz de fundição sob pressão é normalmente 8 a 16 semanas , e uma vez construídas, as modificações são caras ou impossíveis sem descartar toda a ferramenta.
Os padrões de fundição em areia, por outro lado, são feitos de madeira, resina ou alumínio. Eles são muito mais simples de fabricar, mais fáceis de modificar e dramaticamente mais baratos. Se uma mudança de projeto for necessária após a produção inicial, um padrão de fundição em areia pode ser retrabalhado ou reconstruído por uma fração do custo de alteração de uma matriz de fundição sob pressão.
Para o desenvolvimento de protótipos e engenharia iterativa, esta diferença é transformadora. Uma equipe de produto que desenvolve uma carcaça de bomba industrial ou um suporte personalizado pode testar três ou quatro iterações de projeto em fundição em areia pelo mesmo custo de uma única matriz de fundição sob pressão. Isso acelera os prazos de desenvolvimento de produtos e reduz o risco financeiro nas fases iniciais de um projeto.
| Fator | Fundição em Areia | Fundição sob pressão |
|---|---|---|
| Custo típico de ferramentas | US$ 500 – US$ 5.000 | US$ 10.000 – US$ 100.000 |
| Prazo de entrega das ferramentas | 1 – 4 semanas | 8 – 16 semanas |
| Custo de modificação de projeto | Baixo | Muito alto |
| Execução Mínima Viável | 1 – 100 peças | 10.000 peças |
Versatilidade de materiais: fundição em areia funciona com metais Fundição sob pressão Não consigo lidar
Esta é uma das limitações técnicas mais significativas da fundição sob pressão, que muitas vezes não é reconhecida. A fundição sob pressão é amplamente confinada a metais não ferrosos com pontos de fusão relativamente baixos - principalmente alumínio (ponto de fusão ~1.220°F / 660°C), zinco (~787°F / 419°C) e magnésio (~1.202°F / 650°C). A razão é simples: as temperaturas extremas necessárias para fundir metais ferrosos destruiriam as matrizes de aço em pouco tempo.
A fundição em areia não tem essa restrição. É rotineiramente usado com:
- Ferro cinzento e ferro dúctil (ponto de fusão ~2.100°F / 1.150°C)
- Aço carbono e aço inoxidável (~2.500–2.800°F / 1.370–1.538°C)
- Ligas de cobre e latão (~1.750–1.980°F / 955–1.082°C)
- Ligas e superligas de níquel usadas em aplicações aeroespaciais e energéticas
- Alumínio e ligas de alumínio (compatíveis com ambos os processos)
Para indústrias que dependem de componentes de ferro ou aço – como máquinas pesadas, equipamentos de construção, máquinas agrícolas e engenharia naval – a fundição em areia não é simplesmente uma preferência. É a única opção de lançamento viável. Considere isso o ferro cinzento é responsável por cerca de 70% de todas as peças fundidas produzidas globalmente , e quase todo esse volume é produzido por fundição em areia. Essa estatística por si só sinaliza onde o processo realmente domina.
O ferro dúctil, em particular, oferece uma combinação de resistência à tração, ductilidade e usinabilidade que o torna um material preferido para engrenagens, virabrequins, componentes hidráulicos e peças estruturais. Nenhuma dessas aplicações é acessível por meio de fundição sob pressão. A fundição em areia é a porta de entrada para toda a gama de metais de engenharia, não apenas para o subconjunto que se enquadra nas restrições térmicas da fundição sob pressão.
Tamanho e peso da peça: Balanças de fundição em areia onde a fundição sob pressão não pode
As máquinas de fundição sob pressão são poderosas, mas são fisicamente limitadas. Mesmo as maiores máquinas de fundição sob pressão de alta pressão em uso comercial conseguem produzir peças pesando cerca de 50 a 75 libras (22 a 34 kg) . A própria matriz deve caber no tamanho da placa da máquina, e as pressões de injeção envolvidas tornam peças muito grandes estruturalmente impraticáveis.
A fundição em areia não é limitada por quase nada em termos de tamanho ou peso. Blocos de motores, carcaças de turbinas, carcaças de bombas, hélices de navios e corpos de válvulas industriais são regularmente fundidos em areia. Pesagem de peças várias toneladas não são incomuns em setores como geração de energia, mineração e petróleo e gás offshore. Um único componente de ferro fundido em areia para um grande motor diesel pode pesar 500 libras ou mais – completamente fora do alcance de qualquer processo de fundição sob pressão.
Esta escalabilidade significa que, para engenheiros que trabalham em equipamentos de grande porte ou componentes estruturais, a fundição em areia não está sendo escolhida como um compromisso em vez da fundição sob pressão – é o único processo que pode produzir fisicamente o que é necessário. O molde é simplesmente reconstruído a partir de areia a cada vez, portanto não há limite de placa da máquina, nenhuma restrição de capacidade da matriz e nenhum teto de pressão de injeção para contornar.
Complexidade geométrica e características internas: a fundição em areia oferece mais liberdade de design
A fundição sob pressão usa matrizes de metal rígidas que devem abrir e fechar em linha reta, o que significa que cada característica da peça deve ser orientada para permitir a separação da matriz sem prejudicar o ferramental. Passagens internas complexas, cavidades profundas e rebaixos são impossíveis ou exigem mecanismos de ação lateral dispendiosos que acrescentam despesas significativas à matriz.
A fundição em areia usa moldes e núcleos descartáveis. Um núcleo é uma forma de areia separada colocada dentro da cavidade do molde para criar vazios internos – câmaras ocas, passagens, canais e geometrias internas complexas que seriam fisicamente impossíveis em uma matriz rígida. Essa capacidade é a razão pela qual a fundição em areia é usada para blocos de motores com camisas de água, coletores com passagens de fluxo internas e corpos de válvulas com múltiplos canais internos.
O que os núcleos permitem na fundição em areia
- Passagens internas de resfriamento em componentes de motores e turbinas
- Seções estruturais ocas que reduzem o peso sem sacrificar a resistência
- Canais complexos de fluxo de fluido em carcaças de bombas e válvulas
- Geometrias rebaixadas que travariam uma peça dentro de uma matriz rígida
- Múltiplas cavidades internas que se cruzam em uma única peça fundida
A fundição sob pressão pode produzir núcleos usando pastilhas solúveis ou separáveis em algumas aplicações, mas isso aumenta o custo e a complexidade do processo que corrói rapidamente as vantagens de eficiência que a fundição sob pressão normalmente oferece. Para peças onde a geometria interna é uma prioridade de projeto, a fundição em areia é arquitetonicamente superior.
Os requisitos de espessura da parede também diferem significativamente. A fundição sob pressão pode produzir paredes muito finas – às vezes tão finas quanto 0,040 polegadas (1 mm) – o que é excelente para peças leves de consumo ou automotivas. Mas também impõe requisitos de uniformidade para garantir que o fluxo do metal preencha a matriz. A fundição em areia é mais tolerante a diferentes espessuras de parede dentro de uma única peça, o que dá aos engenheiros de projeto maior liberdade ao criar estruturas complexas com seções grossas e finas.
Volume de produção: por que a fundição em areia é melhor para execuções de volume baixo a médio
A economia da fundição sob pressão baseia-se na amortização de um custo fixo de ferramental muito alto em um grande número de peças. Quando essa amortização funciona – quando você produz 50.000, 100.000 ou 500.000 peças idênticas – o baixo custo por unidade da fundição torna-se atraente. O processo de fundição sob pressão é rápido: um ciclo típico de fundição sob pressão de alumínio leva entre 30 e 60 segundos , e as máquinas podem funcionar com mão de obra mínima em ambientes de alta automação.
Mas fora desse contexto de alto volume, a matemática se inverte. Para um comprador que precisa de 500 caixas de manifold personalizadas por ano, gastar US$ 50.000 em uma matriz de fundição sob pressão significa que o custo do ferramental por si só adiciona US$ 100 por peça antes que um único quilo de alumínio seja derretido. A mesma peça na fundição em areia, com um padrão de US$ 3.000, acrescenta apenas US$ 6 no custo de ferramentas por unidade – uma diferença que raramente desaparece mesmo quando se leva em consideração os tempos de ciclo mais lentos da fundição em areia e o maior conteúdo de mão de obra por unidade.
É por isso que os fabricantes de equipamentos industriais aeroespaciais, de defesa, de petróleo e gás e personalizados dependem fortemente da fundição em areia. Seus volumes de produção costumam variar de dezenas a milhares por ano. Nestes contextos, a fundição em areia não é um compromisso – é a única escolha económica racional.
Volume de equilíbrio entre fundição em areia e fundição sob pressão
O ponto de cruzamento no qual a fundição sob pressão se torna mais econômica do que a fundição em areia depende da complexidade, tamanho e material da peça. Como referência geral:
- Para pequenas peças de alumínio com menos de 2 libras, a fundição sob pressão muitas vezes se torna competitiva acima 10.000–20.000 peças por ano
- Para peças médias entre 2 e 10 libras, o ponto de equilíbrio se move para 25.000–75.000 peças por ano
- Para peças grandes ou complexas, a fundição em areia geralmente permanece econômica em qualquer volume comercialmente razoável
Estas são estimativas aproximadas e os pontos de equilíbrio reais devem sempre ser calculados para uma aplicação específica. Mas eles ilustram que a maioria das aplicações de fundição industrial – especialmente em setores onde a personalização, a confiabilidade e o desempenho do material são mais importantes do que o preço por unidade – se enquadram bem na zona de vantagem da fundição em areia.
Porosidade e propriedades mecânicas: abordando a fraqueza da fundição sob pressão
Uma das desvantagens menos discutidas da fundição sob pressão é o problema da porosidade. Quando o metal fundido é injetado em uma matriz em alta pressão, o ar pode ficar preso dentro da peça, criando vazios microscópicos – porosidade – que comprometem a integridade estrutural. As peças fundidas sob pressão são muitas vezes inadequadas para tratamento térmico porque o calor faz com que os gases presos se expandam, causando bolhas ou distorções que danificam a peça.
Esta é uma restrição de engenharia significativa. Muitas ligas de alumínio e magnésio desenvolvem todas as suas propriedades mecânicas somente após tratamento térmico em solução e envelhecimento (têmpera T6, por exemplo). Se o próprio processo de fundição impede o tratamento térmico, a peça final trabalha com uma fração da resistência e dureza potenciais do material. A fundição a vácuo e a fundição por compressão podem reduzir a porosidade, mas são processos premium que agregam custos e não estão universalmente disponíveis.
A fundição em areia, por preencher o molde em menor velocidade sob gravidade ou baixa pressão, produz significativamente menos gás aprisionado. As peças fundidas em areia normalmente podem ser tratadas termicamente sem problemas, permitindo que todas as propriedades da liga sejam alcançadas. Para aplicações estruturais em equipamentos aeroespaciais, automotivos ou pesados, onde a certificação de materiais e as propriedades mecânicas são críticas, esta é uma vantagem decisiva.
Além disso, os componentes de ferro fundido em areia – principalmente o ferro dúctil – apresentam excelente usinabilidade, amortecimento de vibrações e resistência ao desgaste. Estas são propriedades inerentes ao material e totalmente acessíveis através do processo de fundição em areia, sem as limitações de porosidade que restringem as aplicações de fundição sob pressão.
Prazo de entrega para novas peças: a fundição em areia fornece peças mais rapidamente nos estágios iniciais
Quando uma peça nova é necessária rapidamente – seja para avaliação de protótipo, substituição de emergência ou produção piloto – a vantagem do prazo de entrega da fundição em areia é substancial. Como os padrões de fundição em areia são simples e rápidos de produzir, um primeiro artigo fundido pode muitas vezes ser entregue em 2 a 6 semanas desde a finalização do projeto. Algumas fundições especializadas em fundição em areia de giro rápido podem entregar protótipos em tão pouco tempo quanto 5 a 10 dias úteis .
Em comparação com a fundição sob pressão, onde apenas o ferramental leva de 8 a 16 semanas antes que uma única peça de produção seja feita, a vantagem do cronograma de fundição em areia durante o desenvolvimento de novos produtos é enorme. Para empresas com cronogramas de lançamento agressivos ou para situações de manutenção em que um componente crítico precisa de substituição rápida, essa diferença pode se traduzir diretamente em tempo de inatividade reduzido, tempo de colocação no mercado mais rápido e menor risco do programa.
Isso também torna a fundição em areia a escolha padrão para peças de reposição em máquinas antigas ou equipamentos legados onde não resta nenhuma ferramenta existente. Quando uma prensa industrial de 30 anos precisa de uma carcaça de ferro de substituição que foi originalmente feita por uma empresa que não existe mais, a fundição em areia permite que um novo padrão seja feito a partir de um desenho de engenharia ou de uma amostra física, e a peça seja reproduzida a um custo razoável. Recriar uma matriz de fundição sob pressão para uma única peça de reposição seria economicamente absurdo.
Indústrias específicas onde a fundição em areia supera a fundição sob pressão
Compreender quais indústrias dependem da fundição em areia em vez da fundição sob pressão ajuda a esclarecer onde se concentram as vantagens do mundo real. Esses setores escolhem consistentemente a fundição em areia porque seus requisitos técnicos e comerciais estão alinhados com o que o processo faz de melhor.
Equipamentos de Petróleo e Gás
Corpos de válvulas, carcaças de bombas, coletores e componentes de cabeças de poço requerem aço ou ferro dúctil, devem suportar pressões extremas e geralmente são produzidos em baixos volumes para aplicações específicas. A fundição em areia oferece compatibilidade de materiais, capacidade de geometria interna e integridade mecânica que essas aplicações exigem. A fundição sob pressão não pode competir aqui.
Mineração e Equipamentos Pesados
As mandíbulas do britador, os dentes da caçamba, as placas de desgaste e os componentes estruturais para máquinas de mineração são feitos de aço manganês, ferro cromo e outras ligas ferrosas duras que a fundição sob pressão não pode processar. As peças deste setor pesam rotineiramente centenas de quilos – muito além da capacidade de qualquer máquina de fundição sob pressão. A fundição em areia é a única rota de fabricação viável.
Geração de energia
Carcaças de turbinas, carcaças de impulsores e campânulas de gerador feitas de aço inoxidável ou ligas de níquel para usinas de energia e turbinas industriais são universalmente fundidas em areia. A combinação de requisitos de material, tamanho da peça e baixos volumes de produção anual torna a fundição sob pressão economicamente e tecnicamente impossível para essas aplicações.
Prototipagem Aeroespacial e de Defesa
Mesmo em um setor onde a precisão é fundamental, a fundição em areia é amplamente utilizada para desenvolvimento de protótipos e peças estruturais de baixo volume. A capacidade de iterar rapidamente, usar ligas aeroespaciais e produzir peças que podem ser totalmente tratadas termicamente e testadas mecanicamente torna a fundição em areia uma ferramenta padrão em programas de fundição aeroespacial antes de se comprometer com processos de fabricação mais caros.
Marinha e Construção Naval
Hélices de navios, estruturas de leme e componentes estruturais para embarcações marítimas costumam ser enormes e feitos de bronze resistente à corrosão, bronze de níquel-alumínio ou aço inoxidável. A fundição em areia é o único processo que pode atender a esses requisitos e tem sido o método padrão para a produção de componentes marítimos há séculos.
Quando a fundição sob pressão é realmente a melhor escolha
Uma resposta completa requer reconhecer onde a fundição sob pressão realmente vence. A fundição sob pressão é superior à fundição em areia em três cenários bem definidos:
- Produção em alto volume de pequenas peças não ferrosas: Ao produzir centenas de milhares de peças de alumínio, zinco ou magnésio por ano, a economia por unidade da fundição sob pressão é imbatível. Maçanetas de portas automotivas, gabinetes eletrônicos e caixas de pequenos eletrodomésticos são exemplos clássicos.
- Acabamento superficial e consistência dimensional: A fundição sob pressão produz peças em formato líquido ou próximo ao formato líquido, com acabamentos superficiais de 32–63 Ra micropolegadas e tolerâncias dimensionais que muitas vezes não requerem pós-usinagem. A fundição em areia normalmente produz superfícies mais ásperas (125–500 Ra micropolegadas) e requer mais usinagem para atingir tolerâncias restritas.
- Estruturas leves de parede fina: Quando o projeto requer paredes abaixo de 3 mm que ainda necessitam de integridade estrutural, a injeção de alta pressão da fundição sob pressão garante o preenchimento completo. A fundição em areia alimentada por gravidade pode ter dificuldade para preencher com segurança seções extremamente finas.
Reconhecer essas vantagens torna a comparação honesta. A fundição sob pressão não é um processo inferior – é um processo otimizado para um conjunto específico de condições. Quando essas condições não são atendidas, a fundição em areia é a melhor resposta na maioria dos cenários restantes.
Considerações Ambientais e Operacionais
A fundição em areia tem uma vantagem de sustentabilidade muitas vezes esquecida: a areia é reciclável. As fundições modernas recuperam e reutilizam 90% ou mais de sua areia de moldagem através de sistemas de recuperação térmica ou mecânica. Embora a fundição sob pressão não utilize materiais de ferramentas descartáveis da mesma maneira, a intensidade energética necessária para a manutenção das máquinas de fundição sob pressão – grandes prensas hidráulicas, matrizes com temperatura controlada e sistemas de injeção de alta pressão – é considerável.
As taxas de sucata na fundição sob pressão também são um fator. Como o metal injetado na matriz também preenche canais, transbordamentos e biscoitos (o disco de metal da luva de injeção), as taxas de sucata de fundição sob pressão podem aumentar 20–40% do metal total consumido em uma peça típica, embora grande parte dela seja reciclável. As taxas de sucata de fundição em areia, especialmente de ferro, são frequentemente mais baixas em termos absolutos por unidade de metal entregue quando os tamanhos das peças são grandes.
Do ponto de vista operacional, as fundições de fundição em areia são acessíveis em mais locais geográficos em todo o mundo. A fundição sob pressão requer máquinas-ferramentas de precisão para a fabricação de matrizes e grandes máquinas de fundição que representam um investimento de capital significativo. Para os fabricantes nos mercados em desenvolvimento, ou para o abastecimento regional da cadeia de abastecimento, a capacidade de fundição em areia está muito mais disponível, o que reduz os custos logísticos e os riscos da cadeia de abastecimento.
Resumo: Escolhendo fundição em areia em vez de fundição sob pressão
A questão de saber se a fundição em areia é melhor do que a fundição sob pressão não tem uma resposta universal única – mas tem uma resposta clara para a maioria das aplicações de fundição encontradas na prática industrial e de engenharia. A fundição em areia é a melhor escolha quando:
- Os volumes de produção estão abaixo de 10.000 a 25.000 peças por ano para tamanhos de peças típicos
- O material necessário é ferro, aço, aço inoxidável, liga de cobre ou qualquer metal ferroso
- O tamanho ou peso da peça excede o que as máquinas de fundição sob pressão podem acomodar fisicamente
- A iteração do projeto é provável e os custos de modificação de ferramentas devem ser mantidos baixos
- Geometria interna, núcleos ou passagens complexas são necessárias
- O tratamento térmico da peça fundida final é necessário para obter propriedades mecânicas completas
- A entrega rápida dos primeiros artigos ou protótipos é uma prioridade
- Peças de reposição para equipamentos legados ou personalizados precisam ser reproduzidas
A fundição sob pressão ganha seu lugar na fabricação automotiva e de consumo de alto volume, onde as peças de alumínio e zinco precisam ser produzidas com rapidez, com excelente acabamento superficial e com o menor custo por unidade possível. Mas a fundição em areia cobre uma gama muito mais ampla de necessidades de engenharia, lida com uma variedade maior de materiais, varia de protótipos únicos a milhares de peças e permanece econômica em cenários onde a economia da fundição sob pressão simplesmente não funciona. Para qualquer engenheiro ou profissional de compras que esteja avaliando opções de processo de fundição, a fundição em areia deve ser o ponto de partida - e o ônus da justificativa deve recair sobre a mudança, não sobre a escolha.