Os dois métodos básicos de fundição sob pressão: câmara quente e câmara fria
Os dois métodos básicos de fundição sob pressão são fundição sob pressão em câmara quente e fundição sob pressão em câmara fria . Esses dois processos compartilham o mesmo objetivo fundamental – forçar o metal fundido em uma matriz de aço endurecido sob alta pressão para produzir peças precisas e repetíveis – mas diferem significativamente na forma como o metal é fundido, manuseado e injetado. Escolher o método errado para sua liga ou geometria de peça pode resultar em preenchimento deficiente, porosidade excessiva, desgaste prematuro da matriz e taxas de refugo dispendiosas. Compreender o que separa esses dois métodos é o ponto de partida para qualquer decisão séria sobre fundição sob pressão.
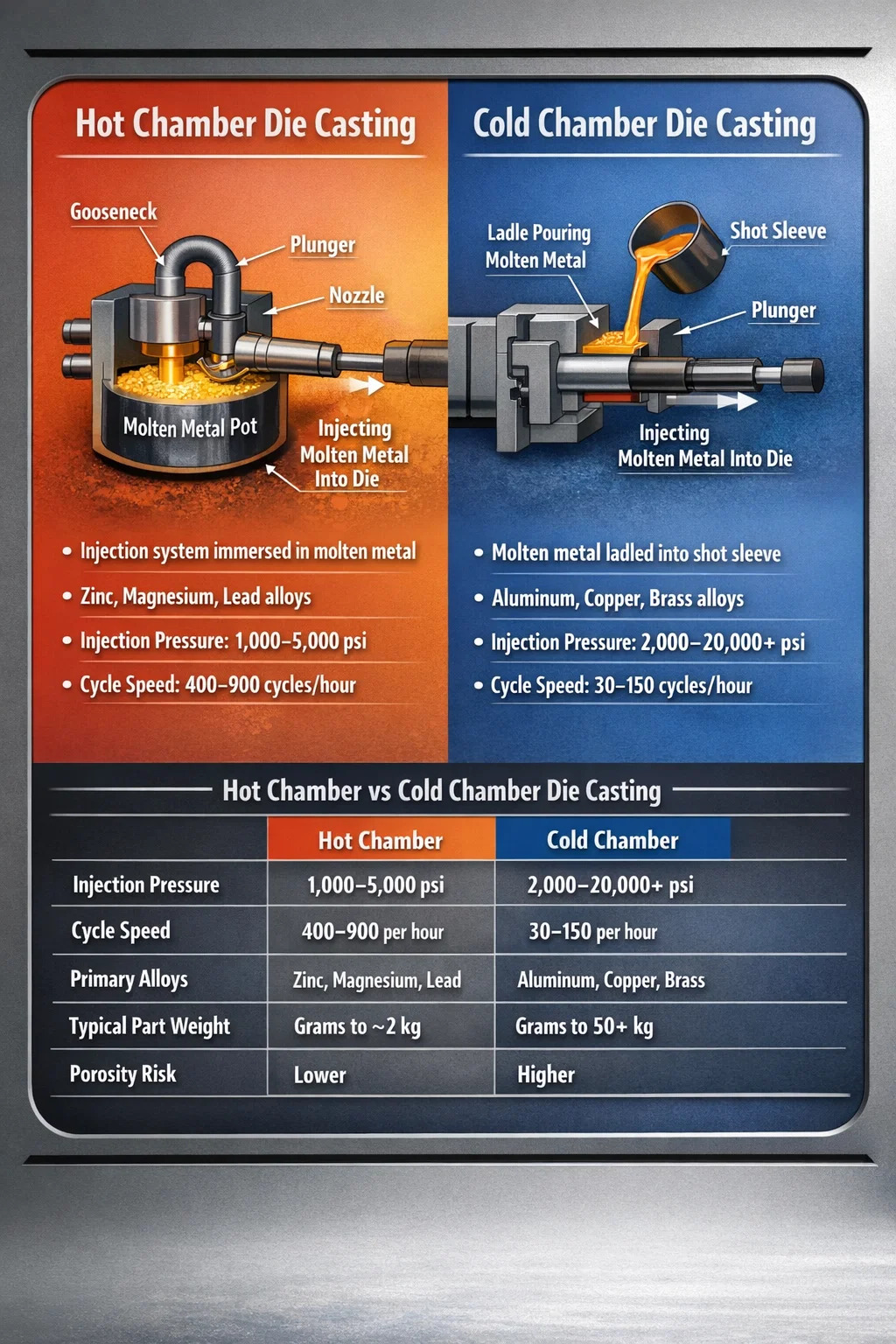
Na câmara quente fundição sob pressão , o mecanismo de injeção é submerso diretamente no banho de metal fundido. A máquina puxa o metal para dentro do cilindro automaticamente e o injeta na matriz em um ciclo rápido e contínuo. Na fundição sob pressão em câmara fria, o metal é derretido em um forno separado e então colocado - manual ou automaticamente - em uma manga de injeção antes de cada ciclo de injeção. Cada método possui ligas específicas com as quais lida bem, faixas de pressão específicas nas quais opera e volumes de produção específicos onde faz sentido do ponto de vista econômico.
Fundição sob pressão em câmara quente: como funciona o processo
A fundição sob pressão em câmara quente - às vezes chamada de fundição em pescoço de ganso - mantém o sistema de injeção permanentemente imerso em um recipiente de metal fundido. Os componentes principais são um canal de metal em forma de pescoço de ganso, um êmbolo e um bico que assenta diretamente contra a matriz. Quando o êmbolo retrai, o metal fundido flui através de uma porta para o pescoço de ganso. Quando o êmbolo avança, ele veda a porta e força o metal através do bico e para dentro da cavidade da matriz, a pressões que normalmente variam de 1.000 a 5.000 psi (7 a 35 MPa) .
Como o metal nunca sai do sistema aquecido entre os disparos, o ciclo é extremamente rápido. As máquinas de câmara quente alcançam rotineiramente 400 a 900 ciclos por hora para peças pequenas, tornando-os adequados para a produção de componentes de alto volume, como conectores elétricos, carcaças de carburador, ferragens de fechadura e peças de brinquedos. A eliminação da etapa de enchimento separada reduz o tempo de ciclo e o risco de variação de temperatura entre os disparos.
Ligas compatíveis com fundição em câmara quente
A fundição sob pressão em câmara quente é limitada a ligas de baixo ponto de fusão que não atacam ou dissolvem os componentes de ferro e aço do sistema de injeção. Os materiais mais comuns são:
- Ligas de zinco (Zamak 2, 3, 5, 7) — de longe as mais utilizadas, com pontos de fusão em torno de 380–420°C
- Ligas de magnésio (AZ91D, AM60) — usadas cada vez mais em sistemas de câmara quente com projetos de máquinas especializados
- Ligas de chumbo e estanho — usadas em aplicações especializadas de baixo volume
Alumínio, cobre e latão não podem ser processados em máquinas de câmara quente. Suas temperaturas de fusão mais altas - o alumínio derrete em torno de 660°C, o latão em torno de 900°C - dissolveriam rapidamente os componentes à base de ferro do pescoço de ganso e do êmbolo, destruindo a máquina e contaminando o fundido poucas horas após a operação.
Tonelagem da máquina e tamanho da peça em operações em câmara quente
As máquinas de câmara quente estão geralmente disponíveis em forças de fixação de menos de 5 toneladas até aproximadamente 900 toneladas , embora a maior parte do trabalho em câmara quente seja realizada em máquinas na faixa de 5 a 400 toneladas. Os pesos das peças para peças fundidas de zinco normalmente variam de alguns gramas até cerca de 2 kg, embora peças mais pesadas sejam possíveis em máquinas maiores. As paredes finas obtidas com o zinco — normalmente até 0,5 mm em ferramentas de precisão — tornam a fundição em câmara quente o processo ideal para componentes miniaturizados e detalhados.
Fundição sob pressão em câmara fria: como funciona o processo
A fundição sob pressão em câmara fria separa inteiramente o forno de fusão do sistema de injeção. O metal é derretido em um forno de retenção externo e depois transferido – por panela manual, panela automática ou bomba eletromagnética – para uma manga de injeção horizontal ou vertical. Uma vez que o volume correto de metal esteja na luva, o êmbolo de injeção avança e força o metal para dentro da matriz a pressões que são substancialmente mais altas que as do equipamento de câmara quente: normalmente 2.000 a 20.000 psi (14 a 140 MPa) , com algumas operações de alta pressão excedendo essa faixa para peças de alumínio de parede fina.
A separação do forno da máquina significa que os componentes de injeção não ficam continuamente expostos ao metal fundido. Eles ficam expostos apenas durante o breve momento do tiro, o que permite o uso de metais que destruiriam um sistema de câmara quente. A compensação é um tempo de ciclo mais lento – a maioria das operações em câmara fria são executadas em 30 a 150 fotos por hora dependendo do peso da peça, espessura da parede e liga — e etapas adicionais do processo que podem introduzir variação de temperatura se não forem cuidadosamente controladas.
Ligas usadas em fundição sob pressão em câmara fria
A fundição sob pressão em câmara fria lida com uma ampla variedade de ligas com temperaturas de fusão mais altas, incluindo:
- Ligas de alumínio (A380, A383, A360, ADC12) — o material dominante no trabalho em câmara fria, usado na indústria automotiva, aeroespacial e eletrônica de consumo
- Ligas de cobre e latão - usado para componentes de encanamento, conectores elétricos e ferragens marítimas onde a resistência à corrosão e a resistência são importantes
- Ligas de magnésio (AZ91D, AM50) — cada vez mais comum em câmaras frias para grandes peças estruturais, embora o magnésio também seja processável em sistemas de câmaras quentes
- Tombac de silício e ligas especiais à base de cobre — usado em aplicações de precisão de nicho
A liga de alumínio A380 é a liga de fundição sob pressão mais utilizada no mundo e praticamente toda ela é processada em máquinas de câmara fria. Oferece uma excelente combinação de fundibilidade, resistência mecânica (resistência à tração de aproximadamente 317 MPa), resistência à corrosão e custo, razão pela qual domina a fundição estrutural automotiva, dissipadores de calor e carcaças de motores.
Tonelagem da máquina e escala de peças
As máquinas de câmara fria têm uma escala substancialmente maior do que os equipamentos de câmara quente. As forças de fixação variam em torno 150 toneladas até 6.000 toneladas ou mais para as máquinas de megafundição agora usadas em aplicações automotivas de gigcasting. Uma prensa de câmara fria de 4.000 toneladas usada por um fabricante automotivo pode produzir uma seção completa da parte inferior da carroceria de um veículo – uma única peça fundida de alumínio que substitui mais de 70 peças de aço estampadas e soldadas – em uma única injeção. A Tesla popularizou esta abordagem com a sua tecnologia Giga Press, e desde então a abordagem foi adotada por vários OEMs em todo o mundo.
Comparação direta: fundição sob pressão em câmara quente e câmara fria
A tabela abaixo resume as diferenças críticas entre os dois métodos de fundição sob pressão nos parâmetros que mais importam no planejamento da produção:
| Parâmetro | Câmara Quente | Câmara Fria |
|---|---|---|
| Pressão de injeção | 1.000–5.000 psi | 2.000–20.000 psi |
| Velocidade do ciclo | 400–900 ciclos/hora | 30–150 ciclos/hora |
| Ligas primárias | Zinco, magnésio, chumbo | Alumínio, cobre, latão, magnésio |
| Faixa de tonelagem da máquina | 5–900 toneladas | 150–6.000 toneladas |
| Exposição da temperatura do metal à máquina | Contínuo | Somente por foto |
| Peso típico da peça | Gramas a ~2 kg | Gramas a 50 kg |
| Risco de porosidade | Menor (menos oportunidades de entrada de ar) | Mais alto (requer controle cuidadoso do perfil de tiro) |
| Custo de ferramentas | Baixo a moderado | Moderado a alto |
Considerações sobre o projeto da matriz que diferem entre os dois métodos
A matriz em si – o molde de aço ferramenta H13 endurecido no qual o metal fundido é forçado – é conceitualmente semelhante em ambos os processos, mas os requisitos de engenharia diferem com base nas pressões envolvidas e nas cargas térmicas aplicadas.
Projeto de portões e sistemas de corredores
Na câmara quente dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 a 50m/s .
As matrizes de câmara fria para alumínio exigem uma geometria cuidadosa do canal para gerenciar a maior viscosidade do alumínio na temperatura de fundição e o risco de solidificação prematura durante o enchimento. As velocidades da porta para o alumínio normalmente têm como objetivo 40 a 60m/s , e o perfil do disparo – fase lenta, fase rápida e pressão de intensificação – deve ser programado com precisão para evitar preenchimento turbulento, que é o principal fator de porosidade em peças fundidas de alumínio.
Gerenciamento térmico e vida útil da matriz
Ambos os tipos de matrizes dependem de canais internos de resfriamento de água ou óleo para gerenciar o calor, mas as matrizes de alumínio de câmara fria enfrentam maior choque térmico devido ao maior diferencial de temperatura entre o alumínio fundido (~680°C na fundição) e a temperatura da superfície da matriz (normalmente mantida entre 180–260°C). Este ciclo térmico é o principal impulsionador da verificação de calor – a rede de trincas superficiais finas que eventualmente degrada a qualidade da superfície da matriz. As matrizes H13 de câmara fria para alumínio normalmente têm uma vida útil de 100.000 a 300.000 fotos , enquanto as matrizes de zinco em câmara quente podem atingir 1 milhão de fotos ou mais antes de exigir retrabalho significativo.
Porosidade: o principal desafio da qualidade em ambos os métodos
A porosidade – vazios dentro da peça fundida causados por gás aprisionado ou retração – é a principal preocupação de defeito na fundição sob pressão, independentemente do método usado, mas suas causas e soluções diferem entre os processos de câmara quente e fria.
Na câmara quente die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Na fundição sob pressão em câmara fria, a manga de granalha aberta é a principal fonte de entrada de ar. À medida que o êmbolo avança, ele deve empurrar para frente do metal um jato de ar contido na luva. Velocidade adequada de tiro lento - normalmente 0,1 a 0,5m/s durante a primeira fase - permite que uma onda de metal se forme e empurre o ar para os poços de transbordamento e aberturas de ventilação antes do início da injeção rápida. Errar neste ponto de transição, mesmo em alguns milímetros de deslocamento do êmbolo, pode resultar em níveis de porosidade 10 a 20% mais altos na peça acabada. A fundição sob pressão assistida a vácuo, que evacua a cavidade da matriz e a manga de injeção antes da injeção, pode reduzir a porosidade nas peças de alumínio da câmara fria a níveis que permitem o tratamento térmico e a soldagem estrutural - capacidades que não são possíveis com peças fundidas de alumínio fundido convencionalmente.
Quando escolher a fundição sob pressão em câmara quente
A fundição sob pressão em câmara quente é a escolha certa quando as seguintes condições se aplicam:
- O material da peça é zinco, magnésio ou outra liga de baixo ponto de fusão compatível com o sistema pescoço de ganso
- Os volumes de produção são elevados — geralmente acima de 50.000 a 100.000 peças anualmente para justificar o investimento em ferramentas
- O peso da peça é relativamente baixo, normalmente abaixo de 1 a 2 kg para zinco
- A precisão dimensional é crítica – a fundição sob pressão de zinco atinge rotineiramente tolerâncias de ±0,05 mm em recursos críticos sem usinagem secundária
- São necessárias paredes finas – o zinco pode ser fundido em espessuras de parede inferiores a 0,5 mm em ferramentas otimizadas
- A qualidade do acabamento superficial é uma prioridade — as peças fundidas de zinco têm uma excelente superfície fundida adequada para revestimento direto ou pintura sem preparação extensiva
As indústrias comuns que usam fundição sob pressão em câmara quente incluem eletrônicos de consumo (conectores, suportes, dobradiças), automotivo (corpos de fechaduras, componentes do sistema de combustível, caixas de sensores), hardware (maçanetas de portas, acessórios para móveis) e brinquedos e itens inovadores.
Quando escolher a fundição sob pressão em câmara fria
A fundição sob pressão em câmara fria é o processo apropriado quando:
- A liga é de alumínio, cobre, latão ou um material de alto ponto de fusão incompatível com equipamentos de câmara quente
- O tamanho e o peso das peças excedem os limites práticos dos equipamentos de câmara quente
- O desempenho estrutural é necessário – as peças fundidas de alumínio oferecem relações resistência-peso significativamente melhores do que o zinco para aplicações de suporte de carga
- É necessária resistência à corrosão em ambientes agressivos – a camada de óxido natural do alumínio fornece proteção que as ligas de zinco em alguns ambientes não conseguem igualar sem revestimento
- A aplicação é em motores automotivos, suportes aeroespaciais ou equipamentos industriais onde a combinação de leveza e integridade estrutural justifica o maior custo de ferramentas e máquinas
As principais aplicações de fundição sob pressão em câmara fria incluem carcaças de transmissão automotiva, blocos de motores, gabinetes de baterias de veículos elétricos, chassis de servidores de computador, corpos de válvulas hidráulicas e componentes de motores de popa marítimos. Somente o mercado global de fundição sob pressão de alumínio foi avaliado em mais de US$ 50 bilhões em 2023 , refletindo o domínio da fundição de alumínio em câmara fria na fabricação moderna.
Estrutura de custos: ferramentas, tempo de máquina e economia por peça
A economia da fundição sob pressão depende muito de qual método é utilizado, porque os dois processos têm perfis de custos muito diferentes.
Custos de ferramentas
As ferramentas de fundição sob pressão são caras, independentemente do método, porque as matrizes devem suportar milhões de ciclos de pressão em um ambiente abrasivo e termicamente exigente. As matrizes de zinco em câmara quente para peças moderadamente complexas normalmente custam entre US$ 15.000 e US$ 80.000 . Matrizes de alumínio em câmara fria para complexidade comparável custam mais – muitas vezes $ 30.000 a $ 150.000 ou mais — porque as pressões de injeção mais altas exigem uma construção de matriz mais robusta e uma engenharia de circuito de resfriamento mais complexa. Grandes matrizes estruturais de câmara fria para aplicações automotivas podem funcionar até US$ 500.000 ou mais .
Custo por peça e volume de equilíbrio
Como a fundição sob pressão tem altos custos fixos (ferramentas, configuração) e custos variáveis relativamente baixos por peça (metal, tempo de máquina, mão de obra), ambos os métodos são mais econômicos em grandes volumes. O ponto de equilíbrio - onde a fundição sob pressão se torna mais barata do que alternativas como fundição em areia, microfusão ou usinagem a partir de tarugos - varia de acordo com a complexidade da peça, mas geralmente é alcançado em algum lugar entre 10.000 e 50.000 peças para zinco em câmara quente e 20.000 e 100.000 peças para alumínio em câmara fria, dependendo do tamanho da peça e da complexidade dos recursos.
O custo do material é outro diferencial. A liga de zinco (Zamak 3) custa aproximadamente US$ 2,00–US$ 2,50 por kg a preços típicos de contratos industriais. A liga de alumínio A380 fica mais próxima de $ 2,50– $ 3,50 por kg , mas a densidade mais baixa do alumínio (2,7 g/cm³ versus 6,6 g/cm³ do zinco) significa que, para um determinado volume de peça, uma peça fundida de alumínio usa muito menos metal por peso, compensando parcialmente a diferença de preço.
Variações emergentes nos métodos de fundição sob pressão de dois núcleos
Embora a câmara quente e a câmara fria continuem sendo os dois métodos fundamentais de fundição sob pressão, diversas variantes de processo foram desenvolvidas para atender às limitações específicas de cada uma.
Fundição sob pressão a vácuo
Aplicada a ambos os métodos, mas especialmente importante para alumínio em câmara fria, a fundição sob pressão a vácuo evacua a cavidade da matriz e a manga de injeção antes da injeção, reduzindo a porosidade do gás a níveis que permitem o tratamento térmico T5 e T6. Isso torna as peças estruturais de alumínio soldáveis e adequadas para aplicações críticas de segurança, como estruturas de colisão automotiva e componentes de suspensão. As máquinas de câmara fria assistidas a vácuo acrescentam custos e complexidade, mas podem reduzir as taxas de refugo em 30 a 50% em aplicações sensíveis à porosidade.
Fundição sob pressão semissólida (tixofundição e reofundição)
Os processos de fundição de metal semissólido - tixofundição e reofundição - injetam metal em um estado semi-sólido, semelhante a uma pasta, em vez de totalmente fundido. Isto reduz drasticamente a porosidade porque o metal não transporta gás dissolvido da mesma forma que o metal totalmente líquido, e o padrão de enchimento não turbulento retém muito menos ar. Os processos semissólidos são construídos em torno de plataformas de máquinas de câmara fria, mas usam perfis de granalha modificados e preparação especializada de tarugos. O resultado são peças fundidas com propriedades mecânicas próximas às das peças forjadas. As peças de alumínio reofundido A356 alcançam resistências à tração acima 310 MPa com alongamento de 10% ou mais — significativamente melhor do que as peças fundidas A380 convencionais em câmara fria.
Apertar Fundição
A fundição por compressão - às vezes classificada como uma terceira categoria de fundição sob pressão - combina princípios de fundição sob pressão e forjamento. O metal é derramado em uma matriz aberta e então um punção aplica uma pressão de 50 a 150 MPa à medida que o metal solidifica, eliminando totalmente a porosidade de contração. O processo utiliza plataformas de máquinas de câmara fria e produz peças com porosidade próxima de zero e excelentes propriedades mecânicas, mas é mais lento e mais caro do que a fundição convencional em câmara fria. É usado em componentes aeroespaciais, pinças de freio automotivo e outras aplicações de alto estresse.
Como selecionar o método de fundição sob pressão correto para sua peça
A seleção do processo de fundição sob pressão correto começa com a liga, porque a liga não é negociável na maioria dos projetos. Se os requisitos de engenharia exigem alumínio – em termos de peso, resistência ou desempenho térmico – a câmara fria é a única opção prática na fundição sob pressão. Se o zinco for aceitável ou preferido por sua precisão, capacidade de parede fina e compatibilidade de galvanização, a câmara quente se tornará o caminho mais rápido e de menor custo.
Após a seleção da liga, as seguintes questões ajudam a restringir a decisão:
- Qual é o volume anual? Ambos os métodos precisam de volume para serem econômicos, mas o alumínio em câmara fria requer mais volume para compensar custos mais elevados com ferramentas.
- Qual é o peso da peça e o peso projetado do tiro? Peças com mais de 2 kg de zinco são incomuns; peças com mais de 5 kg em alumínio podem exigir máquinas de câmara fria muito grandes.
- Estão presentes características sensíveis à porosidade? Passagens hidráulicas estanques à pressão ou nós estruturais que serão soldados requerem câmara fria assistida por vácuo ou processamento semissólido.
- Qual acabamento superficial é necessário? As peças fundidas em câmara quente de zinco aceitam galvanoplastia diretamente; as peças fundidas em câmara fria de alumínio são normalmente revestidas com pó, anodizadas ou deixadas nuas.
- Qual é o ambiente operacional? Temperaturas elevadas acima de 150°C desqualificam as ligas de zinco devido à perda de resistência; o alumínio tem um bom desempenho a 200–250°C dependendo da liga.
Trabalhar com essas questões com uma fundição sob pressão durante a fase de projeto – antes da entrega do ferramental – é a maneira mais confiável de chegar ao processo certo para sua aplicação. A revisão do projeto para fabricação (DFM) por um engenheiro de fundição sob pressão experiente pode identificar ângulos de inclinação, transições de espessura de parede e posições de linha de partição que afetam qual tipo de máquina e método de injeção fornecerão a menor taxa de refugo e a maior vida útil da matriz para a geometria específica da sua peça.