Lar / Notícias / Notícias da indústria / Quais são alguns defeitos de superfície em fundições de matrizes de alumínio؟?
Explicação Detalhada da Superfície Comum Defeitos em (em) Fundições de matriz de alumínio
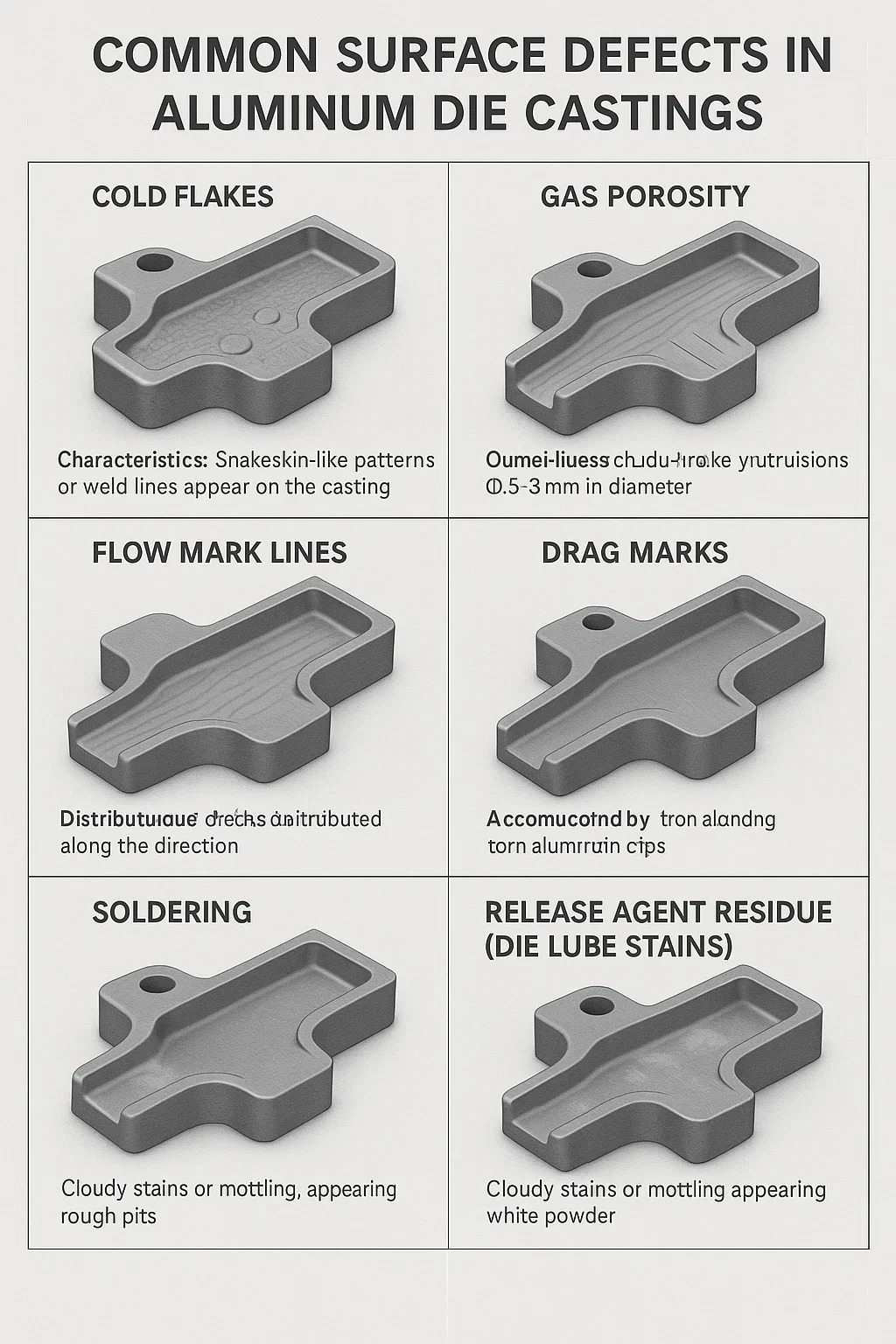
1. Flocos Frios
Características: Padrões semelhantes a peles de cobra ou linhas de solda aparecem na superfície de fundição e a superfície parece irregular.
Causa: Baixa temperatura de alumínio fundido ou velocidade de injeção lenta, resultando em uma falha dos dois fluxos de alumínio para fundir.
Danos: Diminuição acentuada da resistência estrutural, especialmente em áreas de paredes finas propensas a rachaduras.
2 . Porosidade Gasosa
Características: Saliências lisas, semelhantes a bolhas (0,5-3 mm de diâmetro) aparecem na superfície, que se rompem para revelar buracos.
Causas:
Fraca ventilação do molde (pinos ejetores bloqueados/superfície de separação)
Geração de vapor de agente liberador excessivo
Áreas de alto risco: Raízes de costelas e topos de cavidades fechadas.
3 . Arrastar Marcas
Características: Riscos longos e lineares ao longo da direção do rascunho, às vezes acompanhados por lascas de alumínio rasgadas.
Causas:
Ângulo de calado insuficiente (por exemplo, inferior a 1°)
Riscos ou polimento insuficiente na superfície da cavidade do molde.
4 . Linhas de Marcas de Fluxo
Características: Riscos ondulados de cor distribuídos no sentido do fluxo de alumínio fundido
Causas:
Projeto de portão impróprio levando a fluxo turbulento
Estratificação da temperatura do alumínio (refrigeração rápida da superfície)
5 . Verificação de calor
Características: Uma rede de microfissuras, muitas vezes ocorrendo na zona de transição espessa fina
Causas:
Superaquecimento local do molde (sistema de água de arrefecimento com falha)
Ejeção prematura, solidificação incompleta do interior da peça
6 . Solda
Características: A superfície de fundição adere ao aço do molde, formando covas rugosas
Causas:
Impactação direta de alumínio no aço do molde (por exemplo, impactação direta do portão no núcleo)
Abrasão do revestimento superficial do molde
7 . Resíduo do Agente Liberador (Manchas Die Lube)
Características: Manchas turvas ou pó branco, mosqueamento após anodização
Causas:
Má atomização do spray, resultando em acúmulo nos cantos
Remoção incompleta durante o processo de sopro de ar