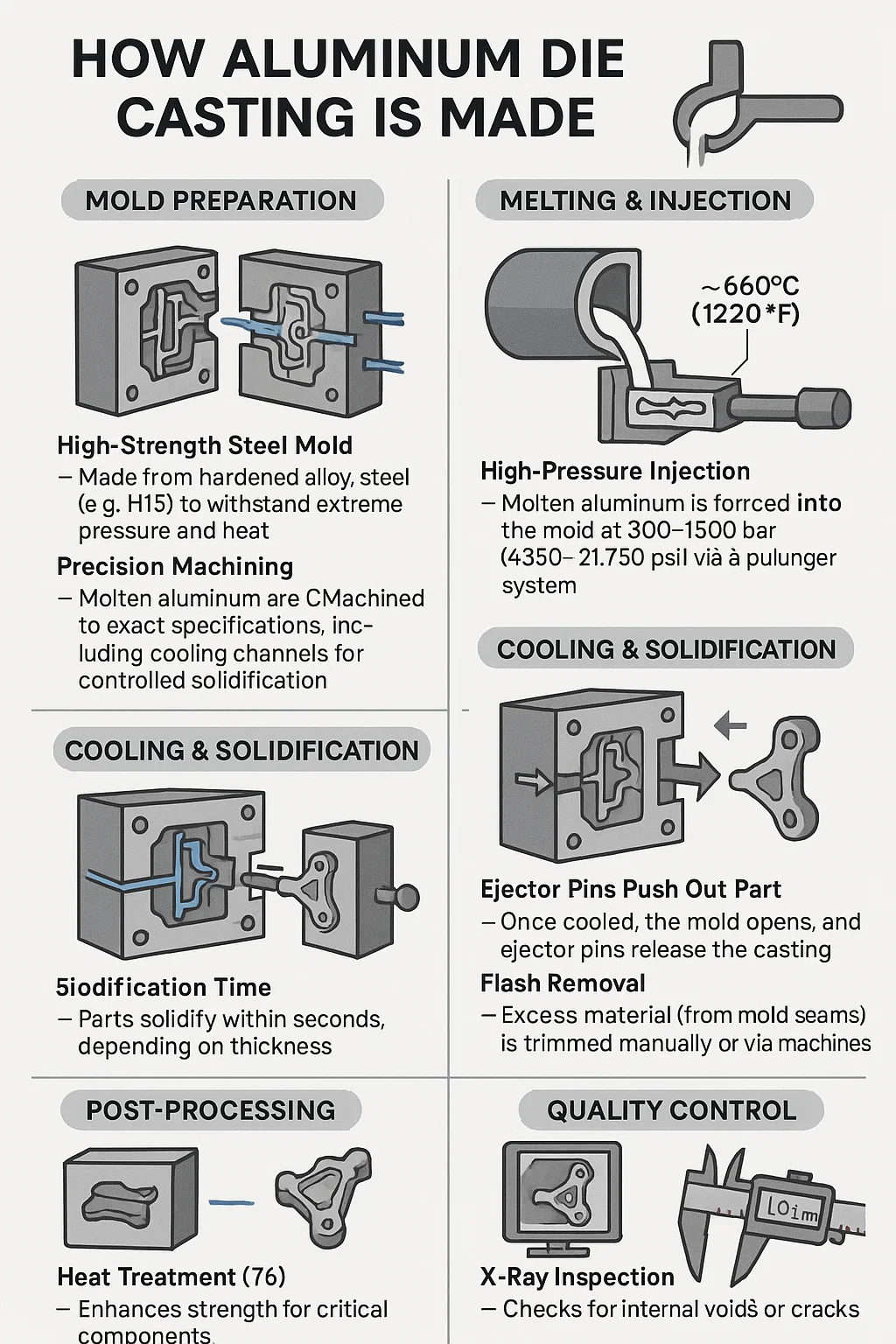
Como Fundição de matriz de alumínio é feito
1. Preparação do molde
Molde de aço de alta resistência-feito de aço de liga endurecida (por exemplo, H13) para suportar pressão e calor extremos.
Maixa de precisão-as cavidades do molde são usadas por CNC às especificações exatas, incluindo canais de resfriamento para solidificação controlada.
2. Fusão e injeção
Derretimento da liga de alumínio - ligas especiais (como A380 ou ADC12) são derretidas a ~ 660 ° C (1220 ° F) em um forno.
Injeção de alta pressão-O alumínio fundido é forçado a entrar no molde a 300 a 1500 bar (4350-21.750 psi) por meio de um sistema de paixão.
3. Cooling e solidificação
Resfriamento rápido - os canais de água do molde garantem resfriamento uniforme, evitando deformação.
Tempo de solidificação - as peças se solidificam em segundos, dependendo da espessura.
4. Ejeção e corte
Os pinos do ejetor empurram a parte - uma vez resfriados, o molde é aberto e os pinos do ejetor liberam a fundição.
Remoção do flash - O excesso de material (das costuras do molde) é aparado manualmente ou através de máquinas.
5. Pós-processamento
Tratamento térmico (T6) - aumenta a força para componentes críticos.
Acabamento de superfície - jateamento de areia, polimento ou anodização para resistência à corrosão.
6. Controle de qualidade
Inspeção de raios-X-verifica os vazios ou rachaduras internas.
Teste dimensional - garante que as peças atendam a tolerâncias apertadas (± 0,1 mm).
Desafios e correções importantes
| Emitir | Causa | Solução |
| Porosidade | Ar/gás preso | Elenco de assistência a vácuo |
| Deformação | Resfriamento irregular | Canais otimizados de resfriamento de molde |
| Grudando | Ligações de alumínio para mofo | Revestimentos avançados de mofo (por exemplo, estanho) |