
Lar / Notícias / Notícias da indústria / Projetos de fundição de alumínio: processos, ligas e guia de design
Guia de fundição de alumínio
O que são Fundição de alumínio Projetos – e por que eles dominam a fabricação moderna
Os projetos de fundição de alumínio abrangem tudo, desde pequenos vazamentos de quintal até a produção industrial de alto volume para os setores aeroespacial e automotivo. A resposta curta: a fundição de alumínio é um dos métodos de usinagem de metal mais versáteis, econômicos e escalonáveis disponíveis atualmente, e a gama de projetos viáveis – desde esculturas ornamentais de jardins até blocos estruturais de motores – é genuinamente enorme. Se você estiver avaliando se uma abordagem de fundição de alumínio se adapta à sua aplicação, a resposta quase sempre será sim, desde que você escolha o processo de fundição correto para sua geometria, requisitos de tolerância e volume de produção.
A densidade do alumínio fica aproximadamente 2,7g/cm³ , menos de um terço do aço, mas as ligas de alumínio modernas atingem resistências à tração acima de 500 MPa. Essa relação resistência/peso é o que impulsionou a fundição de alumínio em tantos setores exigentes. O mercado global de fundição de alumínio foi avaliado em aproximadamente 67,5 mil milhões de dólares em 2023 e prevê-se que ultrapasse os 95 mil milhões de dólares até 2030, de acordo com dados publicados pela Grand View Research — uma taxa composta de crescimento anual impulsionada em grande parte pela adoção de veículos elétricos (VE) e pelas exigências de redução de peso nas indústrias dos transportes.
Este artigo cobre o cenário completo: os principais processos de fundição, as melhores ligas de alumínio para tipos de projetos específicos, regras de projeto que evitam defeitos, exemplos de projetos reais com dados de produção, técnicas de acabamento e uma visão honesta das expectativas de custo e prazo de entrega. Quer você seja um fabricante planejando uma primeira fundição em areia ou um engenheiro de produto avaliando ferramentas de fundição sob pressão, as informações abaixo estão organizadas para serem imediatamente úteis.
Os cinco processos principais de fundição de alumínio – comparados lado a lado
Escolher o processo certo é a decisão mais importante em qualquer projeto de fundição de alumínio. Cada método oferece um equilíbrio diferente entre custo de ferramental, acabamento superficial, tolerância dimensional, espessura mínima de parede e quantidade econômica de pedido. A tabela abaixo resume as compensações práticas.
| Processo | Custo de ferramentas | Acabamento de Superfície (Ra) | Tolerância (típica) | Melhor faixa de volume | Min. Espessura da Parede |
|---|---|---|---|---|---|
| Fundição em Areia | Baixo (US$ 500–US$ 5.000) | 12–25 µm | ±0,5–1,5 mm | 1–5.000 unidades | 3–5mm |
| Molde Permanente (Matriz Gravitacional) | Médio ($ 5.000–$ 30.000) | 3–6 µm | ±0,25–0,5 mm | 1.000–50.000 unidades | 2–3mm |
| Fundição sob pressão de alta pressão (HPDC) | Alto (US$ 20.000–US$ 200.000) | 1–2 µm | ±0,05–0,15 mm | 10.000–1.000.000 unidades | 0,8–1,5 mm |
| Fundição de Investimento (Cera Perdida) | Médio-alto ($ 3.000–$ 50.000) | 1,5–3 µm | ±0,1–0,25 mm | 100–20.000 unidades | 1–2mm |
| Fundição de espuma perdida | Baixo-Médio ($ 1.000–$ 15.000) | 5–10 µm | ±0,3–0,8 mm | 500–30.000 unidades | 2–4mm |
Fundição em areia: o ponto de entrada para projetos personalizados de alumínio
A fundição em areia continua sendo o método de fundição de alumínio mais acessível para trabalhos personalizados, de baixo volume ou de protótipo. Areia verde (uma mistura de areia de sílica, argila bentonita e umidade) é acondicionada em torno de um padrão de madeira ou uretano, o padrão é removido e o alumínio fundido - normalmente a 660-720°C - é derramado na cavidade. Os tempos de ciclo são lentos em comparação com a fundição sob pressão, mas essencialmente não há limite máximo de tamanho. A fábrica da GM Casting em Defiance, Ohio, despeja blocos de motor de alumínio fundido em areia pesando mais de 40 kg cada usando linhas automatizadas de moldagem de placa de fósforo - demonstrando que a fundição em areia escala além do uso em hobby quando usinada corretamente.
Para projetos de fundição de quintal, a areia verde é barata para misturar e reutilizar. Uma configuração básica de frasco de duas partes pode produzir excelentes resultados com ligas como A356 ou 319. A variável crítica é o teor de umidade: muito úmido produz porosidade de vapor; colapsos muito secos. O alvo é aproximadamente 2–4% de umidade por peso , facilmente verificado com um teste de pinça.
Fundição sob pressão de alta pressão: volume, precisão e paredes finas
HPDC injeta alumínio fundido em uma matriz de aço endurecido a pressões de 10–175 MPa , preenchendo a cavidade em milissegundos. O processo é excepcionalmente rápido – tempos de ciclo de 30 a 120 segundos são comuns para peças de média complexidade – e produz peças com formato quase final, com espessuras de parede tão baixas quanto 0,8 mm em projetos otimizados. O setor automotivo é o usuário dominante. De acordo com a Associação do Alumínio, aproximadamente 75% de todas as peças fundidas de alumínio automotivo são produzidos via HPDC, incluindo cárteres de motores, carcaças de transmissão e, cada vez mais, grandes componentes estruturais produzidos por máquinas de megafundição (giga-prensas) com forças de fixação de até 9.000 toneladas, uma tecnologia pioneira da Tesla e agora adotada pela Toyota, Volvo e outros.
A principal desvantagem do HPDC é a porosidade: o aprisionamento de ar durante o enchimento rápido cria vazios microscópicos que podem comprometer a integridade estrutural e impedir o tratamento térmico. A fundição assistida a vácuo (VADC) reduz isso significativamente, permitindo o tratamento térmico T6 e aumentando a resistência à tração acima de 300 MPa, mesmo com ligas de silício secundárias.
Ligas fundidas de alumínio — material correspondente aos requisitos do projeto
Nem todas as ligas de alumínio vazam ou funcionam da mesma maneira. As ligas de alumínio fundido são designadas por um sistema de quatro dígitos (por exemplo, A380, A356, 319) que indica seus elementos de liga primários e composição. A escolha da liga afeta a fluidez, a resistência ao rasgo a quente, a resistência mecânica, a resistência à corrosão e a usinabilidade – todas variando significativamente entre as famílias de ligas.
A380
A380 — O carro-chefe multifuncional do HPDC
A380 (Al-Si8.5Cu3.5) é responsável por mais 85% de todas as peças fundidas de alumínio na América do Norte, de acordo com a Aluminum Association. Seu alto teor de silício (7,5–9,5%) proporciona excelente fluidez e encolhimento mínimo, enquanto as adições de cobre aumentam a resistência à tração para 317 MPa no estado fundido. Não é adequado para anodização (o teor de cobre causa manchas), mas aceita revestimento em pó e tinta excepcionalmente bem. Usado para gabinetes eletrônicos, suportes automotivos, caixas de ferramentas elétricas e coletores pneumáticos.
A356
A356 — A liga estrutural e de aparência
A356 (Al-Si7Mg0.3) é a escolha padrão para projetos de areia e moldes permanentes onde o tratamento térmico T6 é planejado. Após tratamento em solução a 538°C e envelhecimento artificial a 154°C, o A356-T6 oferece resistência à tração de 262 MPa e limite de escoamento de 186 MPa - substancialmente melhor do que os valores originais. O baixo teor de cobre significa que ele anodiza de forma limpa, tornando-o popular para peças fundidas arquitetônicas, luminárias, rodas de reposição e carcaças aeroespaciais. A excelente soldabilidade da liga é uma vantagem secundária para trabalhos de reparo ou fabricação.
319
319 — Engenharia Automotiva e Geral
319 (Al-Si6Cu3.5) é a escolha tradicional para componentes de motores fundidos em areia – cabeçotes de cilindro, coletores de admissão e caixas de transmissão. Seu conteúdo de cobre proporciona boa resistência em temperaturas elevadas, o que é importante quando o ambiente operacional excede 150°C. Ford, GM e Chrysler usaram ligas da família 319 por décadas em cabeçotes de motor pushrod e OHC. A liga é usinada de forma limpa e aceita razoavelmente bem a anodização dura se o teor de cobre for controlado até o limite inferior da especificação.
535
535 (Almag 35) — Projetos Marítimos e Resistentes à Corrosão
Para projetos expostos a água salgada ou ambientes de alta umidade – ferragens marítimas, elementos arquitetônicos costeiros, equipamentos de processamento químico – o 535 (Al-Mg6.8) oferece excepcional resistência à corrosão, boa soldabilidade e um acabamento brilhante natural após a anodização. Seu menor teor de silício torna mais difícil a fundição (maior suscetibilidade ao rasgo a quente) e exige um projeto de canal cuidadoso e temperaturas de vazamento controladas. A resistência à tração como fundido é de aproximadamente 240 MPa , comparável ao A356-T6 sem necessidade de tratamento térmico.
Exemplos reais de projetos de fundição de alumínio em todos os setores
A amplitude dos projetos de fundição de alumínio na produção ativa é maior do que a maioria das pessoas imagina. Os exemplos abaixo abrangem contextos de hobby, industriais, arquitetônicos e de produtos de consumo, cada um com dados relevantes de processos e ligas.
01
Fundição de quintal: proteção e reforço de faca em alumínio fundido em areia
Um projeto básico popular de fundição de alumínio na comunidade de fabricantes envolve protetores de facas, protetores de dedos e reforços para lâminas personalizadas de fundição em areia. As peças são pequenas (normalmente menos de 50 g), geometricamente simples e toleram a rugosidade superficial típica da fundição em areia verde. Pistões A356 ou sucata (geralmente liga 4032) funcionam bem. A temperatura de fusão deve ser mantida em 700–730°C para garantir o enchimento completo sem absorção excessiva de gás. O acabamento com lixa úmida e seca de grão 120 a 600 seguido de polimento atinge uma aparência quase espelhada sem tratamento térmico pós-fundição.
02
Fundição arquitetônica de alumínio: tampas de colunas, grades e painéis ornamentais
Os projetos arquitetônicos de fundição de alumínio têm uma longa história – a tampa de alumínio do Monumento a Washington, instalada em 1884, continua sendo um dos primeiros usos registrados de fundição de alumínio de precisão. Os projetos arquitetônicos modernos utilizam molde permanente ou fundição em areia com ligas A356 ou 535. As aplicações típicas incluem corrimãos de escadas ornamentais, capitéis de colunas decorativos, painéis de fachadas de edifícios e ferragens de portas personalizadas. A anodização – especialmente a anodização com revestimento duro de 25 a 50 µm – fornece proteção contra corrosão durável e de baixa manutenção que pode ser colorida para atender às especificações do projeto. Vários fabricantes na região da Costa do Golfo fornecem elementos arquitetônicos fundidos em areia com prazos de entrega de 4–8 semanas para padrões personalizados .
03
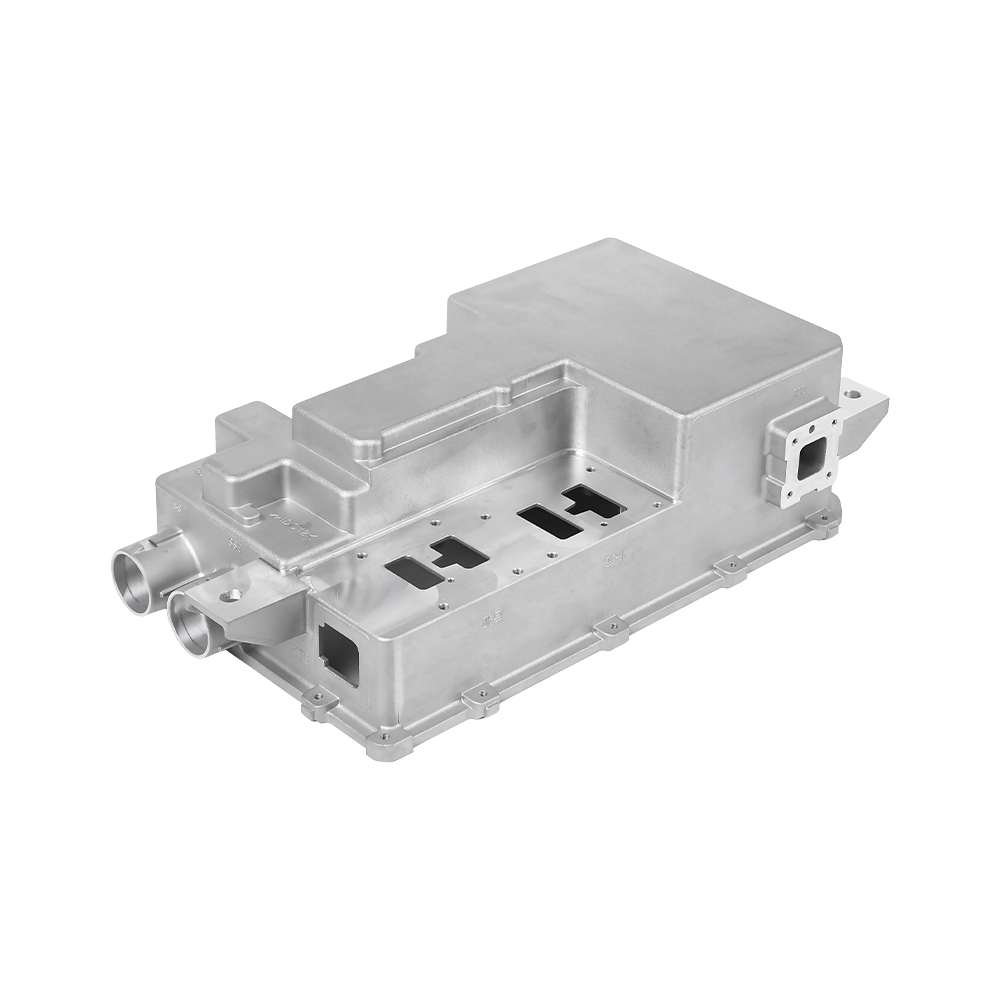
Automotivo: blocos de motor HPDC e peças fundidas estruturais
Os motores de carros compactos modernos usam blocos de liga de alumínio quase universalmente. O BMW N52 de seis cilindros em linha, lançado em 2004, usa um bloco composto de magnésio-alumínio com uma base de alumínio fundido e um cárter derivado do A380 – um design que reduziu 10kg do motor anterior de bloco de ferro. As estruturas contemporâneas de bandejas de bateria EV, como aquelas usadas nas plataformas Rivian e Hyundai Ioniq, são peças fundidas de alumínio HPDC de múltiplas cavidades com canais de resfriamento integrados, combinando até sete peças estampadas e soldadas previamente separadas em uma única peça fundida em formato de rede. Esta consolidação reduz o tempo de montagem e melhora a rigidez estrutural com uma massa aproximadamente 30% menor em comparação com construções de aço equivalentes.
04
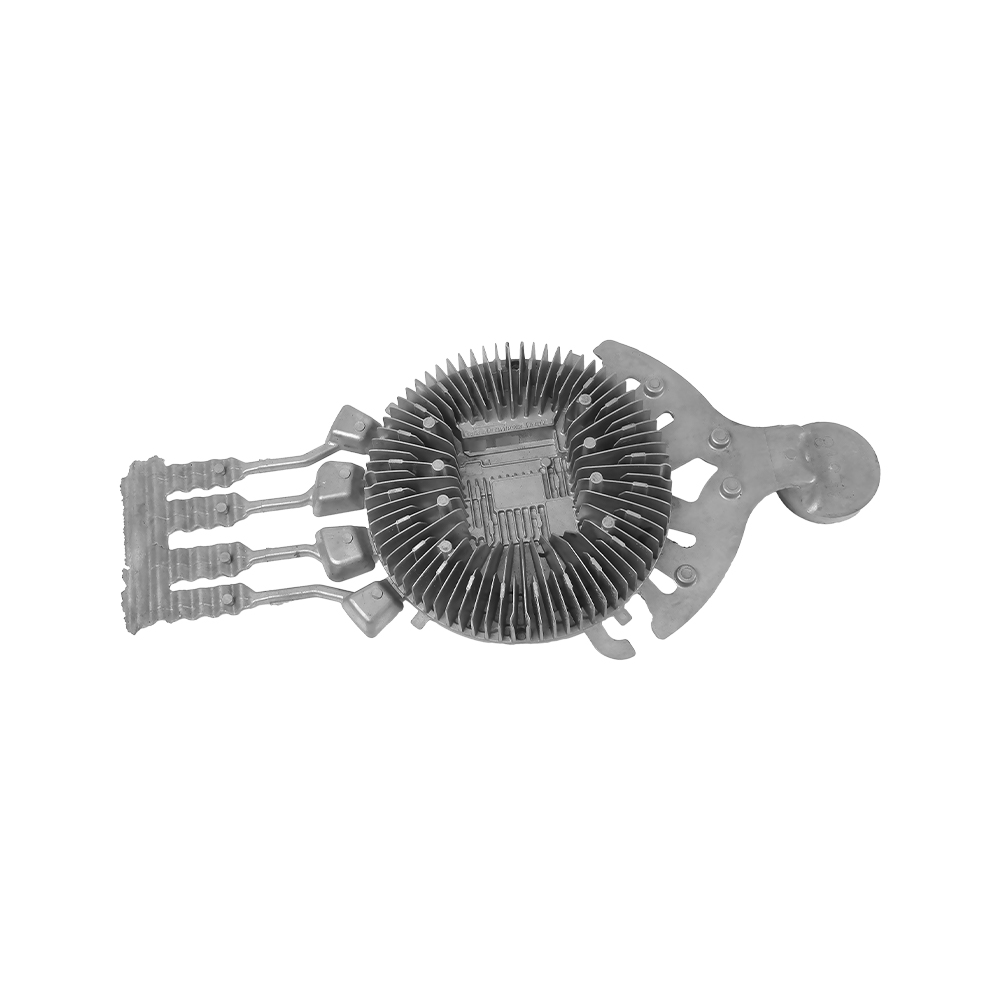
Gabinetes Eletrônicos: Gerenciamento Térmico Através de Fundição
Eletrônicos de alta potência – drives de motor, inversores de potência, amplificadores de estação base de telecomunicações, drivers de LED – freqüentemente usam fundição de alumínio para gabinetes porque o material tem função dupla tanto como caixa quanto como dissipador de calor. Os gabinetes A380 HPDC com aletas integradas alcançam valores de resistência térmica de 0,5–1,5 °C/W em convecção natural, suficiente para muitas aplicações industriais sem ar forçado. Para aplicações de blindagem de RF, a espessura da parede de 3–5 mm no A380 fornece atenuação efetiva acima de 500 MHz. A fundição de precisão é preferida quando a geometria complexa do canal de fluxo interno é necessária para placas frias resfriadas por líquido.
05
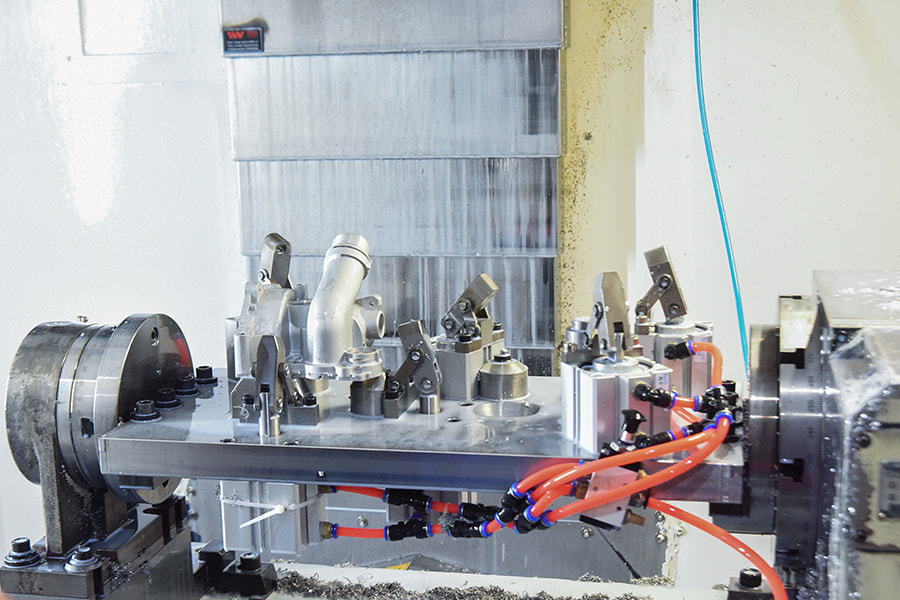
Aeroespacial: suportes e alojamentos estruturais fundidos
A fundição com ligas A356 ou A357 é uma prática padrão para suportes de fuselagem, carcaças de aviônicos e coletores hidráulicos, onde a complexidade da geometria e as tolerâncias restritas eliminam a usinagem como uma opção econômica. Fundições de alumínio típicas usadas em aeronaves alcançam tolerâncias dimensionais de ±0,13 mm e acabamentos superficiais de 3,2 µm Ra sem usinagem adicional. O processo permite cortes inferiores, paredes finas e contornos orgânicos que a fundição em areia não pode produzir de forma confiável. Empresas como Precision Castparts e Hitchiner Manufacturing fornecem peças fundidas de alumínio aeroespacial para plataformas Boeing, Airbus e Lockheed Martin.
06
Arte e Escultura: Projetos de Fundição de Alumínio com Espuma Perdida
A fundição de espuma perdida é popular entre escultores e artistas porque a espuma EPS pode ser moldada, esculpida e montada sem qualquer ângulo de inclinação ou caixa central – a espuma é consumida pelo alumínio fundido durante o vazamento, deixando uma réplica precisa do modelo original. Fundições de arte comunitárias em cidades como Chicago e Portland oferecem acesso aberto a sessões de vazamento de espuma de alumínio perdida. A escolha da liga é menos crítica para peças puramente decorativas; a sucata secundária A380 ou 383 oferece resultados adequados com boa fluidez. Os derramamentos normalmente usam um 2–4mm sprue and riser system em relação ao volume da peça para garantir o preenchimento completo de recursos esculturais finos.
Regras de projeto que evitam defeitos em projetos de fundição de alumínio
A maioria dos defeitos de fundição de alumínio são projetados e não fabricados. Seguir as diretrizes estabelecidas de projeto para fundição (DFC) durante a fase CAD elimina a maioria das falhas por porosidade, fechamento a frio, mau funcionamento e rasgo a quente antes que um único molde seja cortado. As regras a seguir se aplicam amplamente aos processos de areia, molde permanente e fundição sob pressão, com ajustes específicos do processo observados.
Uniformidade da espessura da parede
A espessura não uniforme da parede cria taxas de resfriamento diferenciais que levam a porosidade de contração em direção à última região a solidificar. A meta de projeto recomendada é uma variação de espessura de parede não superior a 2:1 entre seções adjacentes . Onde saliências ou flanges pesadas são inevitáveis, retirar material ou misturar transições com raios generosos reduz o diferencial de massa térmica. Para HPDC, almeje uma espessura nominal de parede de 2–4 mm para a maioria das aplicações estruturais; paredes acima de 6 mm começam a acumular porosidade de gás, a menos que seja utilizado enchimento assistido por vácuo.
Filetes e raios em todos os cantos internos
Os cantos internos afiados concentram a tensão e criam pontos quentes durante a solidificação. Um raio de filete interno mínimo de 1,5 × espessura da parede é recomendado pelas diretrizes de projeto de fundição de alumínio da ASM International. Mesmo um raio de 1 mm reduz drasticamente os fatores de concentração de tensão em comparação com um canto verdadeiramente agudo. Os cantos externos podem ser mais nítidos (raio mínimo de 0,5 mm), mas nunca devem ser completamente quadrados em alumínio fundido.
Ângulos de inclinação para liberação de molde
Todas as superfícies paralelas à direção de desenho do molde requerem ângulos de inclinação. Os mínimos padrão são 1–2° para fundição em areia, 1–3° para molde permanente e 0,5–1,5° para HPDC em superfícies externas (um pouco mais em superfícies internas porque a peça fundida encolhe nos núcleos). A tiragem insuficiente leva ao desgaste da matriz, quebra do núcleo e dificuldade de extração que eventualmente danifica a peça fundida. As superfícies voltadas para o molde não devem ter correntes de ar; especifique claramente no desenho qual direção é o plano de partição.
Gating e Risering para Solidificação Direcional
Um bom projeto de comporta alimenta progressivamente o metal líquido de seções finas para grossas, garantindo que as regiões mais pesadas permaneçam conectadas a um reservatório de líquido – o riser – até que estejam totalmente solidificadas. A regra de Chvorinov (tempo de solidificação proporcional a (Volume/Área de Superfície)²) orienta o dimensionamento do riser: um riser deve ter um módulo de pelo menos 1,2× o da seção mais pesada isso alimenta. Softwares de simulação como MAGMASOFT, Flow-3D e ProCAST são amplamente usados para validar projetos de canais e risers antes de cortar ferramentas de produção, reduzindo significativamente os custos de tentativa e erro.
Design de rosca e inserto em alumínio fundido
O alumínio fundido é muito macio para roscas grossas diretas em aplicações de fixadores com alto torque. As opções incluem: (1) fundição em insertos roscados de aço ou latão — os produtos Heli-Coil e E-Z Lok são populares para aplicações de modernização; (2) utilizar roscas usinadas pós-fundição com pelo menos Comprimento de engate do diâmetro da rosca 1,5× ; ou (3) especificação da instalação de insertos ultrassônicos para projetos adjacentes a termoplásticos. As peças HPDC podem incorporar furos tubulares com diâmetro mínimo de 2,0 mm com design cuidadoso da matriz, reduzindo os requisitos de perfuração pós-moldagem.
Controle de qualidade de fusão – a etapa que a maioria dos iniciantes ignora na fundição de alumínio
A qualidade do alumínio fundido no ponto de vazamento determina a qualidade máxima da peça fundida acabada. Uma peça perfeitamente projetada, fundida em metal mal preparado, ainda apresentará porosidade, inclusões de óxido e propriedades mecânicas reduzidas. Operadores de fundição experientes tratam a preparação do fundido tão seriamente quanto o projeto do molde.
Porosidade de hidrogênio: o defeito mais comum na fundição de alumínio
O alumínio dissolve facilmente o hidrogênio em seu estado líquido – o alumínio líquido a 750°C pode reter aproximadamente 0,65 cm³ por 100 g de metal , em comparação com apenas 0,034 cm³ por 100 g no estado sólido (de acordo com dados da Associação de Alumínio). Quando o fundido solidifica, a grande maioria desse hidrogênio dissolvido é rejeitada e forma bolhas microscópicas – porosidade – em toda a peça fundida. As principais fontes de hidrogênio são umidade atmosférica, sucata úmida, retornos oleosos e fluxo úmido.
A desgaseificação com nitrogênio seco ou argônio através de uma unidade rotativa de desgaseificação (processo SNIF ou equivalente) reduz o hidrogênio dissolvido a menos de 0,10 cm³ por 100 g na prática comercial — bem abaixo do limite para porosidade visível na maioria das geometrias de fundição. Os amadores sem equipamento rotativo de desgaseificação podem usar pastilhas de hexacloroetano (com ventilação adequada - o processo gera cloro gasoso) ou simplesmente minimizar a exposição à umidade do fundido pré-aquecendo todas as ferramentas e mantendo as tampas do forno fechadas.
Inclusões de Óxido e Prática de Fluxo
O alumínio oxida instantaneamente quando exposto ao ar, formando uma película fina, mas persistente de alumina (Al₂O₃). O vazamento turbulento dobra esta película no fundido, criando bifilmes de óxido que atuam como locais de iniciação de trincas na peça fundida solidificada. O falecido professor John Campbell, da Universidade de Birmingham, passou décadas documentando como os bifilmes de óxido são a causa raiz da maior parte da dispersão de propriedades mecânicas na fundição de alumínio - a variabilidade da resistência à tração de 30-40% em peças fundidas idênticas geralmente remonta à distribuição de bifilmes.
As contramedidas práticas incluem: conchas para vazamento no fundo em vez de conchas para vazamento no topo, filtros de espuma cerâmica no sistema de canais (20–30 ppi para alumínio), altura de vazamento reduzida e velocidade de vazamento controlada e minimização da turbulência na entrada do molde. Adições de fluxo (cobrindo fluxos como misturas de cloreto de potássio/cloreto de sódio) protegem a superfície fundida da oxidação atmosférica entre os aquecimentos e ajudam a coalescer as partículas de óxido para remoção antes do vazamento.
Controle de temperatura e superaquecimento
A maioria das ligas fundidas de alumínio tem temperaturas liquidus entre 555°C e 615°C . O vazamento com superaquecimento excessivo (mais de 80-100°C acima do liquidus) aumenta a absorção de gás, a formação de óxido e a erosão da matriz no HPDC. O vazamento muito frio cria erros de funcionamento e fechamentos a frio – áreas onde a frente metálica se solidifica antes de preencher o molde. A temperatura ideal de vazamento para a maioria das aplicações fica entre 680°C e 740°C , com a temperatura do molde também desempenhando um papel significativo: os moldes permanentes são normalmente pré-aquecidos a 200–350°C para o alumínio.
Operações Pós-Fundição: Tratamento Térmico, Usinagem e Acabamento Superficial
A maioria dos projetos de fundição de alumínio exige pelo menos algum trabalho pós-fundição. As operações abaixo são apresentadas na ordem em que normalmente seriam realizadas na produção.
Passo 1
Degating e Shakeout
As peças fundidas em areia são retiradas do molde depois de solidificadas (geralmente dentro de 5 a 30 minutos, dependendo do peso da peça). Corredores e tirantes são removidos por serragem, esmerilhamento ou quebra hidráulica. As peças HPDC são aparadas em uma matriz de aparagem dedicada que corta rebarbas e corredores em um único golpe de prensa, com tempos de ciclo de 5 a 15 segundos por peça. A rebarba da linha de partição em peças fundidas em areia normalmente requer retificação manual para combinar perfeitamente com a superfície da peça fundida.
Etapa 2
Tratamento Térmico (Quando Especificado)
A designação de têmpera T6 – tratamento térmico por solução seguido de envelhecimento artificial – é o tratamento térmico mais amplamente especificado para peças fundidas de alumínio. Para A356:
- Tratamento com solução: 538°C ± 6°C por 4–12 horas (dependendo da espessura da seção)
- Têmpera: água a 60–80°C (a têmpera quente minimiza a distorção de tensão residual)
- Idade: 154°C ± 6°C por 6–12 horas
Esta sequência dissolve precipitados de Mg₂Si em solução e então os reprecipita como uma dispersão fina que impede o movimento de discordância, aumentando o limite de escoamento de aproximadamente 83 MPa (têmpera F) a 186–207 MPa (têmpera T6) .
Etapa 3
Usinagem CNC de Superfícies Críticas
Máquinas de alumínio fundido excepcionalmente bem – a vida útil da ferramenta normalmente é 10–20× mais longo ao usinar alumínio versus aço em condições de carga de cavacos equivalentes. A usinagem CNC de alta velocidade de alumínio fundido usa ferramentas de metal duro, velocidades de corte de 300–600 m/min (pés de superfície por minuto: 1.000–2.000) e refrigeração por inundação ou lubrificação de quantidade mínima (MQL). As características de referência usinadas na peça fundida — apoios, furos e furos de localização — estabelecem a estrutura de referência para todas as operações de usinagem subsequentes. Para peças HPDC de alto volume, linhas de transferência dedicadas com tempos de ciclo inferiores a 60 segundos por peça são comuns em células de fundição automotiva.
Etapa 4
Opções de acabamento de superfície para peças fundidas de alumínio
A gama de opções de acabamento para projetos de fundição de alumínio é ampla:
- Anodização: Oxidação eletroquímica que produz uma densa camada de alumina de 5–25 µm (Tipo II) ou 25–100 µm (anodização dura Tipo III). Oferece excelente resistência à corrosão e ao desgaste. Melhor com ligas A356 ou 535.
- Revestimento em pó: Aplicação eletrostática de pó de polímero termoendurecível, curado a 160–200°C. Excelente resistência aos raios UV, ampla gama de cores, custo-benefício para volumes médios a altos. Compatível com todas as ligas de fundição.
- Revestimento de conversão de cromato: O cromato trivalente (Alodine/Iridite) fornece proteção contra corrosão e primer de adesão de tinta para aplicações aeroespaciais e de defesa. Compatível com RoHS com formulações trivalentes.
- Jateamento e Rebarbação Vibratória: Acabamento mecânico que remove rebarbas, melhora a aparência da superfície e pode ser usado para criar tensões residuais compressivas (variante shot peening) que melhoram a vida à fadiga em até 30%.
- Niquelagem eletrolítica: Deposita uma camada uniforme de níquel-fósforo de 10–50 µm que melhora significativamente a dureza (500–700 HV após tratamento térmico) e a resistência ao desgaste, usada para moldes, buchas e superfícies deslizantes.
Estrutura de custos de projetos de fundição de alumínio – O que impulsiona o preço
Compreender os direcionadores de custos ajuda os engenheiros de projeto a tomar melhores decisões de seleção de processos e fornece às equipes de compras uma estrutura para avaliar cotações de fornecedores de fundição.
Solução de problemas comuns de fundição de alumínio
Mesmo operadores de fundição experientes encontram defeitos. A tabela abaixo mapeia os defeitos mais comuns de fundição de alumínio até suas causas raízes e ações corretivas.
| Defeito | Aparência | Causa Primária | Ação Corretiva |
|---|---|---|---|
| Porosidade de Gás | Vazios redondos, paredes lisas, distribuição aleatória | Hidrogênio dissolvido em fusão | Derretimento de desgaseificação; seque todas as ferramentas e sucata; reduzir o superaquecimento |
| Porosidade de encolhimento | Vazios irregulares, paredes ásperas, em seções pesadas | Alimentação/ressuscitação inadequada | Aumentar o tamanho do riser; adicione arrepios às seções pesadas; redesenho para parede uniforme |
| Fechado a frio | Costura linear na superfície, interface fraca | Duas frentes de metal que esfriaram antes do encontro | Aumentar a temperatura de vazamento; melhorar o gate para mesclar fluxos mais cedo |
| Rasgo Quente | Rachadura irregular no filete ou mudança de seção | Estresse térmico durante a solidificação em estágio final | Aumentar os raios do filete; adicione flexibilidade aos núcleos; pré-aqueça o molde |
| Inclusões de Óxido | Listras escuras ou filmes visíveis na seção usinada | Derramamento turbulento, películas de óxido dobradas | Reduza a altura de vazamento; use filtro de espuma cerâmica; evite a escória de refusão |
| Mau funcionamento | Preenchimento incompleto, bordas arredondadas e incompletas | Metal muito frio, seção fina, ventilação deficiente | Aumentar a temperatura de vazamento; engrossar paredes finas; adicione aberturas ao molde |
Fundição de Alumínio Sustentável — Reciclagem, Energia e Economia Circular
O alumínio é o metal estrutural mais reciclável de uso comum, e esta propriedade altera fundamentalmente o cálculo de sustentabilidade dos projetos de fundição de alumínio em comparação com as alternativas de aço ou zinco. A reciclagem do alumínio requer apenas 5% da energia necessária para produzir alumínio primário a partir do minério de bauxita — aproximadamente 2–3 kWh/kg para a produção secundária versus 45–55 kWh/kg para a produção primária (dados do Instituto Internacional do Alumínio, 2023). A diferença na pegada de carbono é igualmente dramática: o alumínio secundário gera cerca de 0,5–1,0 kg de CO₂ por kg de metal, em comparação com 8–12 kg de CO₂ por kg para a fundição primária movida a carvão.
Acabou 75% de todo o alumínio já produzido ainda está em uso hoje , de acordo com a Associação de Alumínio. O setor automotivo tem a maior taxa de reciclagem de alumínio de qualquer uso final – os veículos em fim de vida fornecem uma fonte densa e segregada de sucata de liga fundida limpa que flui de volta para a produção secundária de liga HPDC com degradação mínima da qualidade. Esta eficiência de circuito fechado é uma das razões pelas quais os fabricantes de automóveis citam a fundição de alumínio como uma opção de design positiva para a sustentabilidade, mesmo em plataformas de veículos com uso intensivo de energia.
Para operações de fundição, a recuperação de energia dos gases de exaustão dos fornos, o monitoramento da química de fusão em tempo real para minimizar os ciclos de refusão e os revestimentos de fornos de fibra cerâmica que reduzem a perda de calor em 15 a 25% em comparação com projetos refratários mais antigos estão contribuindo para a redução da pegada ambiental nas modernas instalações de fundição de alumínio. Várias fundições europeias — incluindo Rheinfelden Alloys e Novelis — comprometeram-se com operações de fundição de alumínio neutras em carbono até 2030 através de uma combinação de fontes de energia renovável e programas de compensação.
Tendências emergentes em fundição de alumínio — O que está mudando a indústria
A indústria de fundição de alumínio está passando por mudanças técnicas significativas impulsionadas pela eletrificação, fabricação digital e desenvolvimento de novas ligas. Compreender essas tendências é relevante para qualquer pessoa que esteja planejando programas plurianuais de fundição de alumínio.
Mega-Fundição e Integração Estrutural
O uso de prensas giga de 6.000 e 9.000 toneladas pela Tesla para fundir seções inteiras da parte inferior traseira do EV como uma única fundição de alumínio - substituindo 70-100 peças individuais estampadas e soldadas - despertou um interesse significativo em toda a indústria automotiva. Toyota, Volvo, General Motors e vários OEMs chineses anunciaram programas semelhantes. As peças fundidas utilizam fundição personalizada de alto vácuo com ligas de Al-Si-Mg desenvolvidas especificamente para megafundição estrutural, alcançando alongamentos acima de 10% e resistências à tração acima de 250 MPa como fundidas, sem tratamento térmico. Este desenvolvimento muda fundamentalmente a economia da fabricação de estruturas de carroceria em volumes acima de 100.000 unidades por ano.
Moldes e núcleos de areia impressos em 3D
A impressão a jato de ligante de moldes de areia de sílica (usando sistemas ExOne/Desktop Metal, Voxeljet e Viridis3D) eliminou a etapa de criação de padrões da fundição em areia, permitindo a produção de peça única de peças fundidas de alumínio complexas com passagens internas que são geometricamente impossíveis de obter núcleo com métodos convencionais. O prazo de entrega do arquivo CAD até a primeira peça fundida é agora 3 a 5 dias úteis com moldes de areia impressos, versus 4–8 semanas para moldes e ferramentas convencionais. Ford, John Deere e diversas empresas aeroespaciais estão usando moldes de areia impressos para protótipos e peças fundidas de alumínio de produção de baixo volume, com custos de peças que são competitivos com alternativas usinadas para geometrias complexas.
Monitoramento de processos em tempo real e controle de qualidade de IA
Matrizes de sensores incorporadas em máquinas de fundição sob pressão agora capturam perfis de pressão de injeção, temperaturas da superfície da matriz e dados de velocidade do metal com resolução de milissegundos. Modelos de aprendizado de máquina treinados em dados históricos de defeitos podem prever a porosidade de contração e a probabilidade de fechamento a frio a partir de assinaturas de perfil de injeção antes que a peça seja removida da matriz, permitindo a rejeição automática de disparos fora das especificações sem inspeção por raios X. Relatório de vários fornecedores de fundição automotiva de nível 1 reduções na taxa de sucata de 30–50% após a implantação desses sistemas de monitoramento em tempo real, traduzindo-se diretamente em custos mais baixos e melhores métricas de sustentabilidade.
Desenvolvimento de Ligas para Gerenciamento Térmico de Veículos Elétricos
As placas de resfriamento de baterias EV requerem ligas fundidas de alumínio com alta condutividade térmica, excelente estanqueidade à pressão (sem porosidade) e capacidade de formar juntas soldadas. O padrão A380 tem condutividade térmica de aproximadamente 96 W/m·K — adequado, mas não ideal. Novas ligas da família Al-Si-Mg com teor controlado de ferro e cobre estão sendo desenvolvidas por empresas como Novelis, Constellium e Impol para atingir condutividade acima de 160 W/m·K na condição de fundido, permitindo sistemas de baterias refrigeradas a líquido mais compactos e eficientes. Esta é uma área ativa de pesquisa de ligas com múltiplas patentes depositadas em 2022–2024.
Perguntas frequentes sobre projetos de fundição de alumínio
Qual a melhor liga de alumínio para um primeiro projeto de fundição?
Para iniciantes que usam um forno de quintal e moldes de areia verde, pistões reciclados (normalmente liga 4032 ou 2618) ou lingote A356 limpo são excelentes pontos de partida. Ambos têm boa fluidez em temperaturas típicas de vazamento de quintal de 700 a 730°C, e nenhum deles tem adições de liga significativamente tóxicas. O A356 tolera um pouco mais a umidade da areia porque seu conteúdo de silício melhora a fluidez mesmo em temperaturas mais baixas. Evite sucata desconhecida de componentes eletrônicos ou peças revestidas – contaminantes de solda, zinco fundido ou revestimento podem produzir vapores tóxicos e má qualidade de fundição.
Como evito a porosidade nas minhas peças fundidas de alumínio?
A porosidade tem duas causas principais: hidrogênio dissolvido (porosidade de gás) e alimentação inadequada de retração (porosidade de retração). Para resolver a porosidade do gás, mantenha todos os materiais do molde e metal secos, use um fluxo de cobertura e desgaseifique o fundido antes de vazar. Para lidar com a porosidade de contração, certifique-se de que seu riser seja grande o suficiente para permanecer líquido após a solidificação da peça fundida - o módulo do riser deve exceder o módulo da seção de fundição mais pesada em pelo menos 20%. Os resfriadores colocados adjacentes a seções pesadas também ajudam a acelerar a solidificação local para reduzir a demanda de contração.
Qual é a espessura mínima de parede alcançável na fundição de alumínio?
A espessura mínima da parede depende do processo de fundição. A fundição sob pressão de alta pressão atinge as paredes mais finas - tão baixas quanto 0,8mm em designs de matrizes otimizados com injeção de metal em alta velocidade. A fundição de precisão atinge de forma confiável 1,0–1,5 mm. A fundição em molde permanente (matriz por gravidade) suporta no mínimo 2–3 mm. A fundição em areia normalmente requer paredes mínimas de 3–5 mm para um preenchimento confiável, embora operadores de fundição qualificados tenham alcançado 2 mm em peças menores com ligas de alta fluidez de silício e moldes bem fechados.
O alumínio fundido pode ser soldado?
Sim, muitas ligas fundidas de alumínio podem ser soldadas, mas o processo requer cuidado. As ligas A356 e 535 são as ligas de fundição comuns mais soldáveis. Soldagem a arco de gás tungstênio (GTAW/TIG) com fio de enchimento 4043 ou 5356 é uma prática padrão. As peças HPDC contendo A380 são geralmente consideradas não soldáveis em aplicações estruturais devido ao teor de cobre e à porosidade do gás que é liberada durante a soldagem. Se estiver soldando alumínio fundido, pré-aqueça a área a 150–200°C para reduzir trincas por choque térmico, e o alívio de tensão pós-soldagem a 175°C por 2–4 horas é recomendado para juntas estruturais em A356.
Quanto tempo leva para fazer as peças fundidas de alumínio?
Os prazos de entrega variam enormemente de acordo com o processo e a localização do fornecedor. Para peças fundidas em molde de areia impressas em 3D (quantidades de protótipos), prazos de entrega do primeiro artigo de 3 a 10 dias úteis são alcançáveis a partir de fornecedores estabelecidos. Fundição em areia convencional com um novo padrão: 4–8 semanas para fabricação do padrão mais 1–2 semanas para fundição. HPDC com novas ferramentas: 10 a 20 semanas para a fabricação da matriz e, em seguida, quantidades de produção em 2 a 4 semanas. Fundição de precisão: 8–16 semanas para ferramentas, 3–6 semanas para produção. Programas de ferramentas acelerados e com custos mais elevados podem reduzir esses prazos em 30 a 50% com fornecedores premium.
Qual é a diferença entre fundição sob pressão e alumínio fundido em areia?
A fundição em areia utiliza moldes de areia descartáveis que são destruídos para liberar a peça – permitindo geometria complexa e peças muito grandes, mas com acabamento superficial inferior, tolerâncias mais amplas e tempos de ciclo mais lentos. A fundição sob pressão usa moldes (matrizes) de aço endurecido permanente e injeta metal sob alta pressão - alcançando excelente acabamento superficial (1–2 µm Ra), tolerâncias restritas (±0,05–0,15 mm) e taxas de produção muito altas (ciclos de 30–120 segundos), mas com altos custos de ferramentas e requisitos de quantidade mínima que a tornam antieconômica abaixo de aproximadamente 10.000 peças. A fundição em areia é melhor para protótipos, peças grandes e volumes baixos; a fundição sob pressão é excelente na produção em alto volume de componentes de pequena e média precisão.
A fundição de alumínio é ecologicamente correta?
A fundição de alumínio usando liga secundária (reciclada) está entre os processos de usinagem disponíveis mais ecológicos. O alumínio secundário requer apenas 5% da energia da produção de alumínio primário e gera uma fração das emissões de CO₂. A elevada reciclabilidade do alumínio — com taxas de reciclagem superiores a 90% no setor automóvel — e o fluxo de material em circuito fechado em muitas operações de fundição tornam-no significativamente mais ecológico do que os processos que utilizam metais primários. As principais preocupações ambientais são as emissões de flúor provenientes do uso de fluxo (controlado por lavadores úmidos nas fundições modernas) e o gerenciamento do líquido refrigerante nas operações de usinagem.
Posso anodizar peças de alumínio fundido?
Ligas HPDC padrão como A380 (que contém 3–4% de cobre) não anodizam para obter um acabamento de qualidade consistente – o teor de cobre causa manchas marrons ou pretas na camada anódica. Para superfícies com aparência anodizada em alumínio fundido, especifique uma liga com baixo teor de cobre, como A360 (cobre abaixo de 0,6%) ou uma liga cosmética especial para fundição sob pressão. As ligas A356 e 535 anodizam de forma limpa e absorvem as cores de maneira uniforme. Se a fundição sob pressão for necessária e a anodização for especificada, trabalhe com seu fornecedor de fundição para selecionar uma liga apropriada com baixo teor de cobre durante a fase de projeto, em vez de descobrir a incompatibilidade após a construção do ferramental.





